Alternative à l’anodise en acier : solutions de finition de surface de l’usinage CNC de précision pour le revêtement à l’oxyde noir
Dans l’industrie du prototypage rapide et de l’usinage CNC de précision, nous recevons chaque jour des demandes de demandes d’ingénieurs du monde entier. La plupart du temps, les dessins sont clairs et sans ambiguïté. Mais parfois, il arrive que des situations puissent transformer des pièces en ferraille — comme dans l’exemple actuel : une exigence de traitement de surface physiquement impossible à atteindre, comme l’anodise sur des pièces en acier.
Ce projet provenait du domaine européen de l’assemblage mécanique industriel, comprenant deux parties nécessitant carburation et trempe : la dureté Rockwell HRC 56±2, la profondeur effective de couche durcie 0,3+0,1 mm, la tolérance générale selon la norme ISO 2768-f, et le dessin explicitement requis : « Finition de surface : anodisation noire. »
Pour de nombreux ateliers d’usinage manquant d’une grande expérience en ingénierie, ils peuvent simplement fournir un devis et finir par produire de la ferraille. Parce que l’acier ne peut pas utiliser le procédé standard d’anodise de l’aluminium. L’anodisation directe entraînerait un rejet du produit et une défaillance des performances.
Dans cet article, nous allons expliquer comment Brightstar Prototype CNC Co., Ltd utilise une technologie professionnelle d’ingénierie de finition de surface pour corriger les malentendus de conception des clients et proposer des alternatives réalisables.


Lorsque « anodisation » apparaît sur les dessins en acier
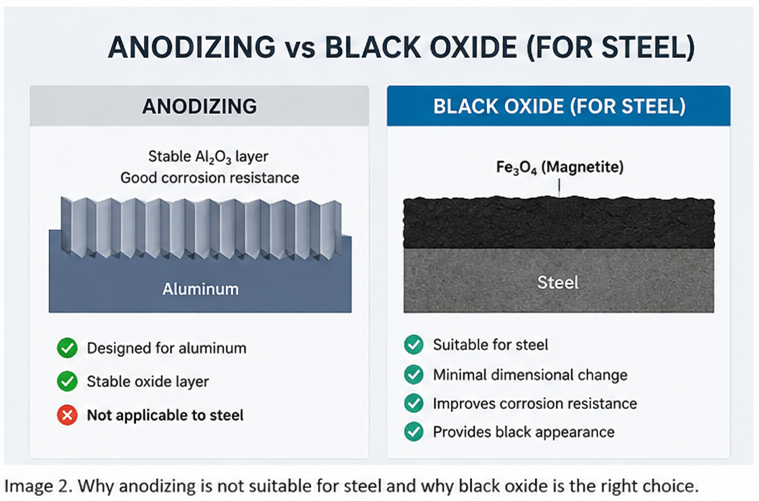
Certains concepteurs et ingénieurs produit travaillent intensivement avec l’aluminium pendant de longues périodes. L’anodisation donne à l’aluminium une belle couleur noire, une excellente résistance à l’usure et à la corrosion. En conséquence, lorsqu’ils passent plus tard à la conception de composants en acier à haute résistance, la pensée inertielle peut les amener à spécifier « Finition de surface : anodisation ».
Le principe fondamental de l’anodisation consiste à placer le métal comme anode dans une solution électrolytique et à appliquer un courant pour provoquer une réaction d’oxydation à sa surface, générant un film d’oxyde métallique. L’électrolyte anodisant et ses paramètres sont conçus pour le film d’oxyde d’aluminium (Al₂O₃). Lors de l’anodisation, l’aluminium génère de l’Al₂O₃ (oxyde d’aluminium), qui présente une structure dense et stable et une forte adhérence au substrat d’aluminium sous-jacent. Cependant, lorsque l’acier est placé dans le même bain, l’élément de fer dans l’acier génère un mélange de FeO, Fe₂O₃ et Fe₃O₄ dans des conditions d’anodisation. La couche d’oxyde est lâche, fissurée et ne peut pas former un film protecteur dense ; au contraire, elle forme des produits de corrosion lâches et facilement écarquillables. C’est pourquoi l’acier ne peut pas être anodisé. Si l’on tente de forcer l'« anodisation », la surface d’acier n’atteindra pas l’apparence et les performances souhaitées, et deviendra de la ferraille.
Le véritable coût des erreurs de traitement de surface
Selon une enquête de la Society of Manufacturing Engineers (SME), environ 23 % de toutes les causes de ferraille d’usinage sont liées à des spécifications de traitement de surface incorrectes. Lors de la phase de prototypage rapide, la refonte de la conception due aux incompatibilités matériau-procédé prolonge en moyenne les délais de livraison du projet de 5 à 8 jours ouvrés.
Chemin de décision de traitement de surface correcte Brightstar
Le schéma suivant montre la logique décisionnelle suivie par l’équipe d’ingénierie de Brightstar après avoir reçu un dessin de ce projet avec les exigences d'« anodisation sur acier » :

Solution détaillée de revêtement à l’oxyde noir pour l’acier
Lorsqu’un client insiste pour une couleur « noire » et que le matériau est de l’acier (comme Q235B, 59CrV4), le procédé de finition de surface que nous recommandons est l’oxyde noir, parfois aussi appelé « noircissement ».
Pourquoi choisir l’oxyde noir ?
Le principe du noircissement de l’acier (oxyde noir) est le suivant : la pièce en acier est immergée dans une solution alcaline oxydante chaude (contenant généralement de l’hydroxyde de sodium et du nitrite de sodium) à environ 140°C. Sous l’action de l’agent oxydant, la surface de l’acier génère un film mince dense de magnétite (Fe₃O₄). La réaction principale est la suivante : le fer réagit avec le nitrite de sodium dans un environnement alcalin, formant d’abord de la ferrite de sodium (Na₂FeO₂) et du ferrate de sodium (Na₂Fe₂O₄), qui s’hydrolysent ensuite pour former un précipité noir de Fe₃O₄ qui adhère fermement à la surface de la pièce, créant un film protecteur noir et serré. Cela le rend particulièrement adapté au traitement de surface de pièces en acier de précision.
Bien que l’anodisation de l’acier (tentée) et le noircissement de l’acier produisent finalement la même composition chimique, le Fe₃O₄, la « méthode de formation » et la « structure du film » sont complètement différentes, ce qui entraîne des performances très différentes. En conditions d’anodisation acide (faisant passer le courant à travers la surface de l’acier sous forme d’anode), en plus de former le Fe₃O₄, une violente réaction d’évolution de l’oxygène se produit simultanément, avec des bulles de gaz qui impactent constamment le film en croissance, créant des trous traversants et des microfissures. Le pH dans la région de l’anode chute brusquement, et le Fe₃O₄ est instable dans des conditions fortement acides, se dissoudant partiellement et détruisant davantage l’intégrité du film. En revanche, le noircissement chimique se produit dans un environnement alcalin chaud et concentré, permettant à Fe₃O₄ de croître par « conversion lente in situ » via des réactions d’oxydation-réduction, sans impact de bulle ni dissolution, obtenant ainsi un film protecteur Fe₃O₄ dense, intact et fortement adhérent. En résumé : le Fe₃O₄ formé par le noircissement est une couche protectrice dense qui « pousse » en place ; le Fe₃O₄ que l’anodise tente de former est une couche de rouille lâche « détruite » par des bulles d’oxygène. Même composition, structure différente, performance opposée.
Pourquoi choisir un traitement à l’oxyde noir pour les pièces en acier
Bien sûr, en plus de l’anodisation, il existe de nombreuses autres méthodes de traitement de surface pour l’acier. Alors pourquoi avons-nous choisi l’oxyde noir ? Parce que pour la plupart des pièces en acier trempé qui nécessitent un aspect noir et doivent maintenir des tolérances strictes (comme ce projet), l’oxyde noir est plus adapté à l’ingénierie que toute peinture ou revêtement.
Comparaison des données : oxyde noir vs. autres options de traitement de surface
Pour aider les clients à comprendre pourquoi nous recommandons l’oxyde noir, nous avons préparé le tableau comparatif suivant :
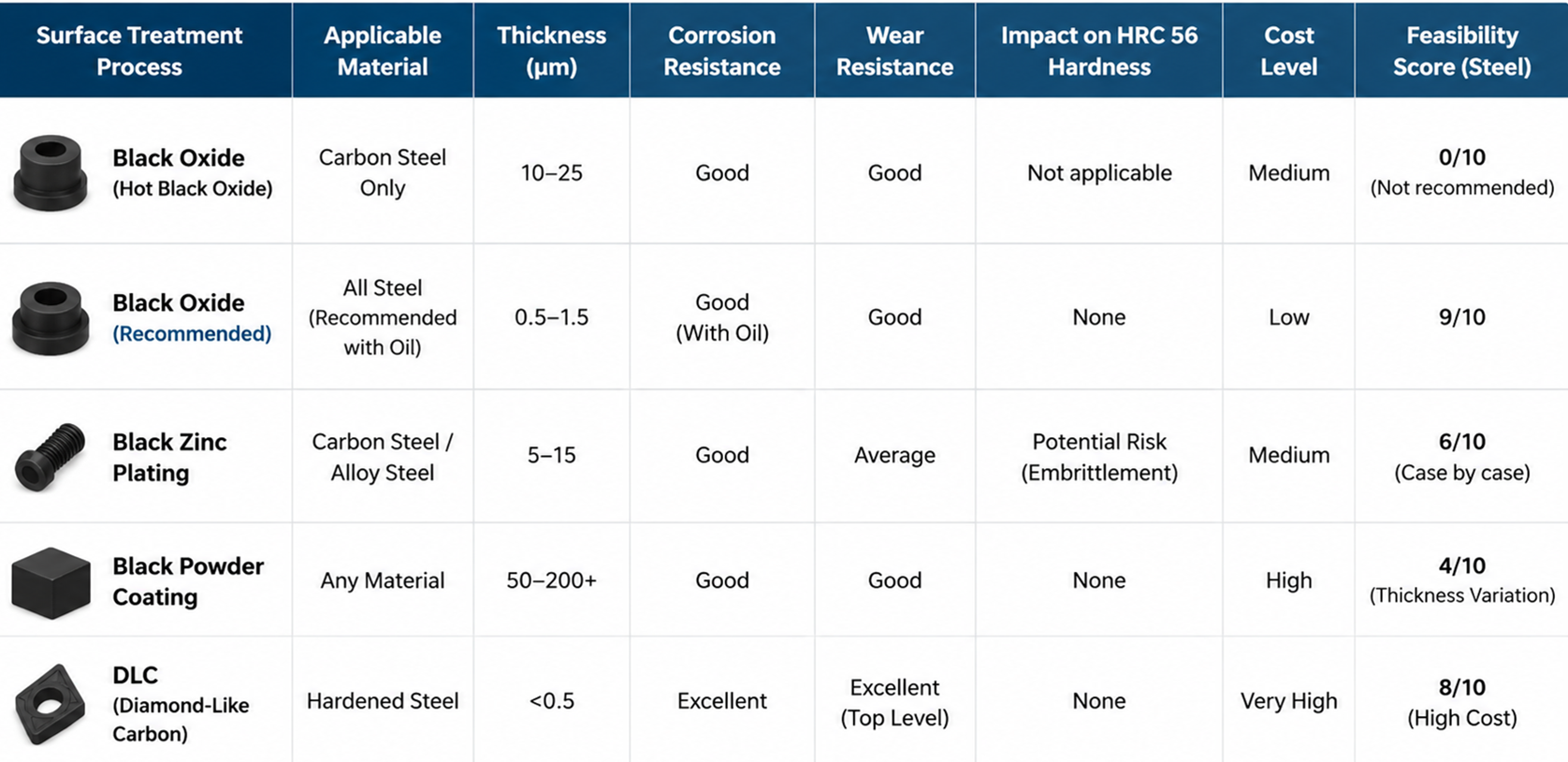
D’après ce tableau, nous savons que l’oxyde noir atteint le meilleur équilibre entre précision dimensionnelle, coût et compatibilité des procédés.
Étude de cas Brightstar : Maintien des tolérances HRC 56±2 et ISO 2768-f – y compris la finition de surface à l’oxyde noir
Défis
Les pièces après cémentation et trempe sont sujettes à l’ovalité ou à la déformation (contrôle de la déformation).
Le matériau 59CrV4 est sensible aux défauts de surface.
L’oxyde noir doit être appliqué sur les dimensions finales sans marge de retravail.
Notre processus d’exécution
Revue technique : Il a constaté que l’anodise était irréalisable et j’ai recommandé de façon proactive de passer à l’oxyde noir.
Optimisation du traitement thermique : Utilisation de matériel d’usinage légèrement compensé (contrôle de pré-déformation). Pour la pièce Q235B, nous avons laissé 0,2 mm d’origine avant la carburation, puis nous avons meulé avec précision jusqu’à la tolérance finale après la trempe.
Ajustement de la séquence de procédé : Tournage/fraisage brut → carburation et trempe selon HRC 56 → meulage précis des surfaces d’accouplement critiques → l’oxyde noir → nettoyage final et emballage.

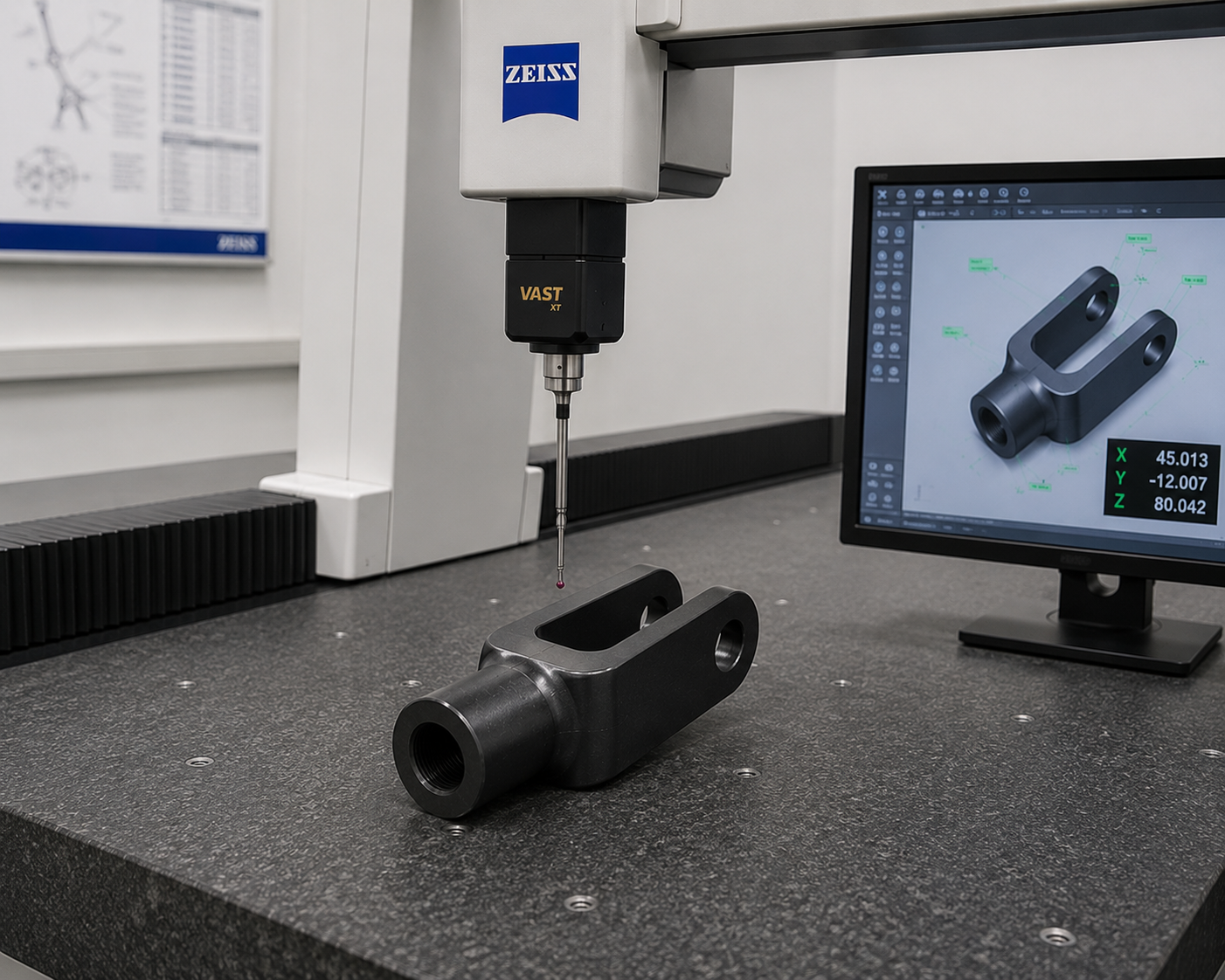
Inspection qualité : Utilisation d’un testeur de dureté Vickers pour vérifier la profondeur effective de couche durcie de 0,35 mm (rencontre 0,3+0,1) ; Les mesures du CMM ont confirmé que toutes les dimensions respectaient la tolérance de qualité moyenne ISO 2768-f.
Résultats finaux
Dureté : HRC 56±2 (excellente uniformité)
Apparence : Uniforme noir foncé, mat, sans marbrage
Assemblage : L’au-de-vin répondait pleinement aux exigences d’assemblage des clients
Retour des clients : La finition de surface a répondu aux attentes.
Brightstar Prototype CNC Co., Ltd – Votre partenaire d’ingénierie de finition de surface
Brightstar Prototype CNC Co., Ltd est certifiée selon le système de gestion qualité ISO 9001:2025. Notre équipe d’ingénierie possède plus de 10 ans d’expérience en usinage de précision et prototypage rapide, spécialisée dans des projets complexes impliquant des décalages matériau-procédé, des tolérances serrées et des traitements de surface spéciaux.
Les secteurs que nous desservons incluent les composants automobiles, les machines industrielles, les dispositifs médicaux, la robotique, et bien d’autres. En moyenne, nous aidons les clients mondiaux à éviter plus de 50 problèmes potentiels causés par des erreurs de spécifications de conception chaque année.

FAQ : Questions courantes d’ingénierie sur le traitement des surfaces de l’acier
Q1 : Le traitement à l’oxyde noir va-t-il modifier les dimensions de la pièce ?
R : Pas du tout. L’épaisseur du revêtement à l’oxyde noir n’est que de 0,5 à 1,5 μm, ce qui est nettement plus mince que d’autres procédés de finition de surface (par exemple, placage zinc : 5–15 μm, revêtement en poudre : 50+ μm). Il est donc particulièrement adapté aux pièces nécessitant des tolérances serrées telles que l’ISO 2768-f, sans besoin de meulage secondaire après traitement de surface.
Q2 : L’oxyde noir affecte-t-il la dureté d’origine ou les résultats de traitement thermique de l’acier ?
R : Non. La température du procédé à oxyde noir est d’environ 140°C, bien en dessous de la température de revenu de l’acier (généralement au-dessus de 200°C). Par conséquent, cela ne modifiera pas la dureté HRC 56±2 ni n’affectera la profondeur effective de la couche durcie. Cela diffère des procédés nécessitant des températures élevées ou des environnements acides, comme certains revêtements ou l’anodisation.
Q3 : Ma pièce est en acier à ressort 59CrV4. L’oxyde noir provoquera-t-il une fragilisation par l’hydrogène ?
R : Non. Le procédé de l’oxyde noir ne génère pas d’ions hydrogène et ne présente aucun risque d’fragilisation par l’hydrogène. Cependant, si le pickling ou l’électrodéposition (par exemple, le zinc) est utilisé, la cuisson post-dressage à 200°C pendant plus de 4 heures (soulagement de l’hydrogène) est obligatoire. Nous précisons cela clairement dans notre planification du processus.
Q4 : Quelle est la taille maximale d’une pièce en acier que vous pouvez manipuler ?
R : Notre équipement CNC peut usiner des pièces en acier jusqu’à 1200 x 800 x 600 mm pour une seule pièce. Le traitement de surface (oxyde noir) peut supporter des parties de n’importe quelle taille à l’intérieur de cette enveloppe.
Ne laissez pas votre prochain prototype se coincer sur un traitement de surface
Ne laissez pas une « exigence de processus impossible » freiner la progression de votre développement produit. Chez Brightstar Prototype CNC Co., Ltd, nous faisons bien plus que simplement couper du métal :
Revue d’ingénierie gratuite : Soumettez votre dessin (matériau, tolérance, exigences de traitement de surface), et nous analyserons sa fabricabilité dans les 24 heures.
Suggestions d’optimisation proactive : Si nous rencontrons un problème tel que « anodisation de l’acier », nous fournirons une documentation technique formelle avec des solutions alternatives.
Prototypage rapide : Grâce à nos services de prototypage rapide, nous pouvons fournir des solutions tout-en-un, allant du traitement thermique à l’oxyde noir, en seulement 7 jours.
Agissez dès maintenant :
Envoyez votre RFQ ou votre dessin à ann@brightrapid.com
Ou visitez notre site web : https://www.brightrapid.com
Laissez la capacité professionnelle d’ingénierie de finition de surface protéger vos composants de précision.
Avis de droits d’auteur : Cet article est original de Brightstar Prototype CNC Co., Ltd et s’appuie sur un cas de projet réel. Les comparaisons de données proviennent des tests internes et des normes industrielles publiques (ASTM B117, ISO 27830). La reproduction non autorisée est interdite.
Références
1. Selon le Manuel ASM, Volume 5 : Ingénierie de surface, « Le fer et ses alliages dans des conditions d’anodisation acide forment des produits d’oxydation instables, poreux et généralement non protecteurs, qui diffèrent complètement du film d’oxyde d’aluminium dense sur l’aluminium. Par conséquent, l’anodisation n’est pas utilisée commercialement pour le traitement de l’acier. » — ASM International, 1994, p. 482.
2. SME (Société des ingénieurs de fabrication). « Coût de la qualité dans l’étude d’ingénierie de surface », 2022. p. 45.