6061 vs 7075 vs 5052: The Ultimate Guide to Aluminum Alloy Selection for CNC Rapid Prototyping
In rapid prototyping manufacturing, aluminum alloy is one of the most commonly used metal materials. However, faced with various grades such as 6061, 7075, and 5052, many engineers and product managers are not clear about the essential differences between them. They often make choices based on experience or intuition – resulting in prototype failure, test rejection, or even project delays.
This article aims to provide you with a clear material selection guide. We will compare these three most common aluminum alloys from three dimensions – performance data, machining efficiency, and typical application scenarios – and help you select the right material on your next CNC aluminum prototype project, the first time, through real-world case studies and a decision flowchart.
Whether you are producing functional test parts, appearance prototypes, or complex parts requiring bending and welding, this article will provide you with practical references.


1. Wrong Alloy = Failed Prototype Testing
"Why did my CNC aluminum prototype crack prematurely during durability testing?"
"I clearly specified high strength, but the threaded holes stripped immediately."
"After anodizing, the color came out dull – nothing like the design render."
You may have such questions but don't know the reason why. In most cases, the root cause is not machining accuracy or surface finishing – it is incorrect aluminum alloy selection.
In rapid prototyping phase, many engineers focus solely on "can this part be machined?" and overlook the significant differences between aluminum alloys in strength, ductility, machinability, anodizing quality, and fatigue life.
The consequences of wrong material selection:
Functional prototypes fail prematurely – delaying design validation by weeks
Appearance prototypes look different from production parts – misleading market feedback
Secondary operations fail – threads strip, bends crack, welds break
Worst case – test data from the wrong material leads to wrong design decisions, only discovered during mass production, resulting in expensive recalls
Goal of this guide: Help you fully understand the differences between 6061, 7075, and 5052 – so you get the material right the first time.
2. Core Property Comparison (6061 vs 7075 vs 5052)
In rapid prototyping, these three alloys account for over 85% of aluminum prototype demand. Below is a direct comparison across six key dimensions.
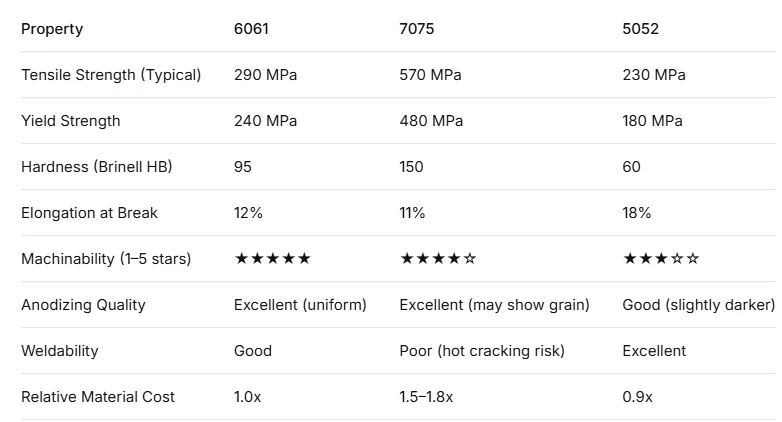
Key reference:
According to ASM International's Aluminum Handbook, "7075 aluminum offers strength approaching many steels, but requires sharper tools and adequate cooling to avoid work hardening during machining. 6061 provides the best balance of strength and machinability." (Source: ASM Handbook, Volume 2, Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, 2023 edition)
Simple takeaway:
6061: The all-rounder. When in doubt, this is your safe choice.
7075: The high-strength option. Best for load-bearing functional prototypes.
5052: The flexible one. Best for bending, welding, and deep drawing.
3. How to Select Material Based on Prototype Purpose
Different prototype purposes require different material priorities. Use the framework below.
3.1 Functional Testing Prototypes (High Load, Fatigue, Vibration)
First choice: 7075
If your prototype needs to undergo:
Realistic mechanical load testing
1.2 million cycle fatigue testing
Mechanical performance validation that must match production intent
Then 7075 is your only logical choice. Its strength approaches low-alloy steel at one-third the density – ideal for automotive suspension parts, drone structural components, robotic joints, and aerospace brackets.
Caution: 7075 has poor weldability. If welding is required, consider design changes (fasteners, rivets) or a different alloy.
3.2 Appearance & Assembly Verification Prototypes
First choice: 6061
If your goal is to:
Verify assembly clearance, hole positions, and interference
Present to clients or investors
Achieve high-quality anodized finishes (especially black, red, or other vibrant colors)
6061 is the best choice. It machines stably, resists deformation, and anodizes uniformly with a fine surface finish. Cost is moderate, making iteration affordable.
Tip: For bead-blasted finishes, both 6061 and 7075 work well. 5052 may appear slightly rougher after blasting.
3.3 Prototypes Requiring Bending, Welding, or Deep Drawing
First choice: 5052
If your prototype includes:
Complex bends
Welded assemblies
Deep drawn or formed features
Choose 5052. Its elongation of 18% is significantly better than 6061 (12%) and 7075 (11%), reducing crack risk during bending. Its weldability is also far superior to 7075.
Real Brightstar example: A medical device client originally used 6061 for a prototype requiring two 90° bends. Cracking occurred on the second bend. Switching to 5052 eliminated cracking entirely, and the prototype passed validation on the first attempt.
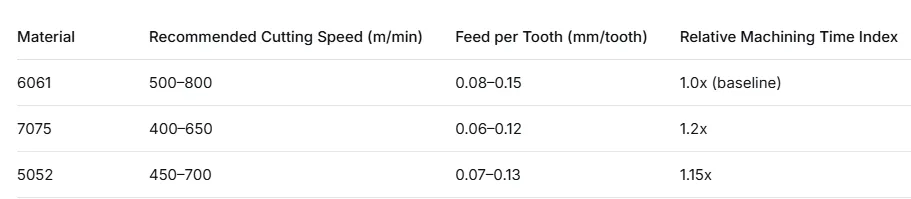
4. Industry Data: Machining Efficiency & Tool Life for Different Aluminum Alloys
Brightstar has accumulated extensive machining data from 1830 aluminum prototype orders over the past year.
4.1 Machining Efficiency Comparison
Interpretation: Machining 7075 takes approximately 20% longer than 6061, primarily due to reduced cutting speed requirements to control tool wear and surface quality.
4.2 Tool Life Comparison
Using uncoated carbide end mills (Ø6mm, 2-flute) on identical machines (8,000 RPM spindle):
6061: Tool life ~120–150 minutes/edge – uniform flank wear
7075: Tool life ~80–100 minutes/edge – prone to built-up edge and micro-chipping
5052: Tool life ~90–110 minutes/edge – higher adhesion risk; polished rake angle tools recommended
A Manufacturing Engineering magazine technical report states: "High-zinc aluminum alloys such as 7075 are significantly more abrasive to cutting tools due to hard intermetallic particles. AlTiN or similar high-aluminum coatings are recommended." (Source: SME, "Machining High-Strength Aluminum Alloys," 2024)
Practical implication: 7075 not only has higher material cost but also higher machining cost due to increased cycle time and tool consumption. Budget approximately 1.5x the part price of 6061 for 7075 prototypes.

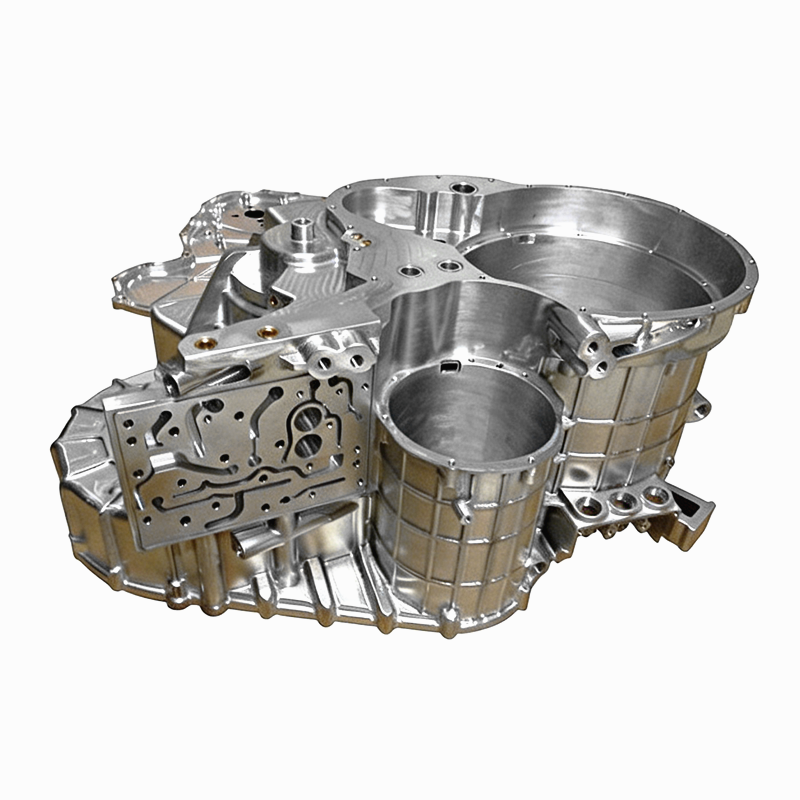
5. Case Study – Brightstar 5‑Axis Machining of an Aluminum 7075 Automotive Transmission Housing Prototype
A European high‑performance sports car manufacturer (specific client information is withheld due to confidentiality requirements) was developing a new DCT dual‑clutch transmission. The client needed eight functional prototype housings for bench durability testing, oil circuit sealing validation, and vehicle integration testing.
Technical Requirements:
Material: 7075‑T6
Key features: Complex internal oil passage channels, multi‑hole coaxiality requirements, thin‑wall rib structures (minimum wall thickness 2.0mm), sealing surface flatness 0.03mm
Testing requirements: Pass 1.5 million shift durability cycles with no leakage or cracks
Lead time: 15 calendar days
Challenges:
7075 has high strength but generates high cutting forces, making thin‑wall areas and oil passage walls prone to deformation or breakage
The transmission housing has a complex geometry with multiple angled hole patterns and curved surfaces, requiring multiple setups and creating high cumulative tolerance risk
Internal oil passages cannot be directly measured; post‑machining air tightness testing is required, and any micro‑crack leads to scrap
Brightstar Solutions:
1. 5‑Axis Machining Strategy:
Using a DMU 65 monoBlock 5‑axis simultaneous machining center, all features except the datum surface were machined in a single setup, including:
Multi‑angle hole patterns (drilling, reaming, thread milling)
Complex oil passages (using custom long‑edge ball nose cutters)
Clutch housing and transmission case mating surfaces (finish milled to Ra0.8)
2. Fixture Design:
Custom hydraulic fixture with clamping force evenly distributed across the housing flange surface, supplemented with auxiliary supports to prevent thin‑wall vibration.
3. Process Path:
Roughing (leaving 0.5mm stock) → Stress‑relief heat treatment (180°C, 6 hours) → Semi‑finishing (leaving 0.15mm) → 5‑axis finishing (using brand new tools) → On‑machine inspection (Renishaw probe)
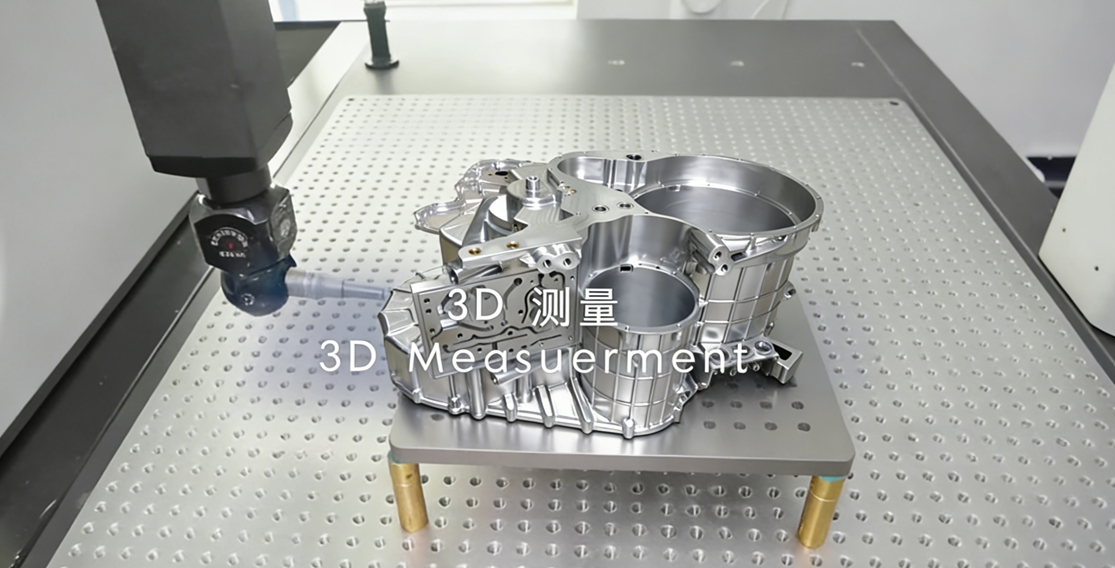
4. Inspection Plan:
Critical bores: 100% CMM inspection, bore tolerance ±0.015mm
Flatness: Spot check with electronic feeler gauge, all results ≤0.03mm
Oil passage sealing: 0.6MPa air pressure held for 3 minutes, pressure drop ≤0.01MPa
Results:
All eight transmission housings passed dimensional inspection and air tightness testing on the first submission
Bench durability testing completed 1.52 million shift cycles with no leakage or cracks
Delivered in 13 calendar days – 2 days ahead of the client's original schedule
The client subsequently ordered an additional 20 units for vehicle road testing. Based on the success of this 5‑axis machining experience, they also entrusted Brightstar with the subsequent CNC machining of low‑volume pre‑production parts (50 units)

6. Solution: Rapid Prototyping Material Selection Flowchart
Use the following decision flowchart to quickly narrow down your material choice based on prototype purpose.
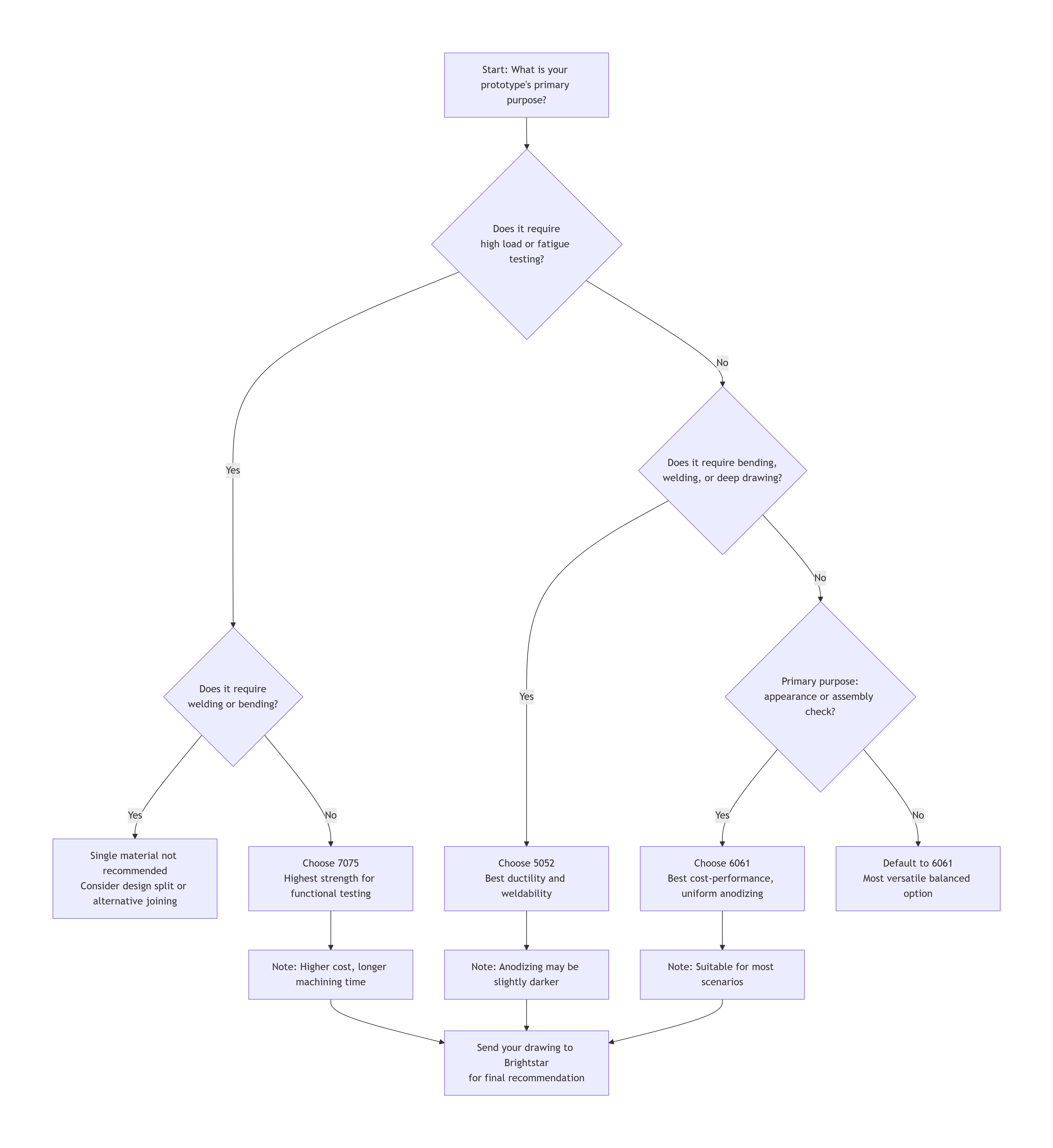
Usage tip: This flowchart works for ~80% of common prototype scenarios. For special requirements (e.g., extremely high thermal conductivity, electrical conductivity, or corrosion resistance), contact Brightstar engineers directly.
7. FAQ: 3 Most Common Engineer Questions
Q1: How much more expensive is 7075 compared to 6061?
A: Material cost for 7075 is approximately 30–50% higher than 6061. However, because 7075 machines about 20% slower and consumes more tools, the finished part price is typically 40–70% higher than an equivalent 6061 part.
For small prototype quantities (e.g., ≤10 pieces), the absolute dollar difference is usually –. If your testing depends on high strength, this is a worthwhile investment. For assembly verification only, stick with 6061.
Q2: Can I make a 6061 prototype first and later switch to 7075 for production?
A: Yes, but with an important caveat.
For assembly verification, dimensional checks, and appearance – absolutely fine. 6061 and 7075 have very similar machined accuracy and dimensional stability.
For mechanical performance testing (strength, fatigue, impact) – no. 6061 is significantly weaker than 7075, and test results will not translate.
Brightstar recommendation: Make two sets of prototypes – one in 6061 for rapid assembly iteration, and one in 7075 for final performance validation. This balances speed and accuracy.
Q3: Can 5052 achieve high-precision CNC machining? What tolerances are possible?
A: Yes. Although 5052 is softer than 6061, it can still achieve good precision.
At Brightstar:
Standard tolerance: ±0.05mm – reliably achievable
Precision tolerance: ±0.02mm – requires dedicated tooling, sharp tools, adequate cooling, and chip control
Limit tolerance: ±0.01mm – possible but requires increased inspection frequency; not recommended for thin-wall or large parts
Note: 5052 has a higher tendency to adhere to cutting tools than 6061. For deep holes or blind bores, high-pressure coolant and chip-breaking cycles are recommended.
8. Call to Action: Get Your Free Material Recommendation & Quote
Material selection is only the first step. What makes your prototype project successful is: the right material + sound process + reliable delivery.
Brightstar prototype CNC team offers:
✅ Free material consultation – Send your 3D file (STEP/IGS) and we will analyze your part features and use case, recommending the most suitable aluminum alloy within 4 hours
✅ Free DFM report – Identify design features that may impact cost or lead time, with optimization suggestions
✅ Transparent quote – No hidden fees – clear breakdown of material, machining, finishing, and inspection costs
Two ways to reach us:
📧 Email: ann@brightstarrapid.com (reply within 24 hours)
Click below image to upload your CAD files for analysis.
Take action now: Send your project requirements (drawings + quantity + target lead time) to the email above with subject line "Aluminum Selection Inquiry – from blog". We will prioritize your request.
Our commitment: Your drawings will be used only for quoting and evaluation. We sign a non-disclosure agreement (NDA) and never share or misuse your data.
"The information contained in this article is for general reference only and does not constitute professional engineering advice. The aluminum alloy property data, machining parameters, and material selection recommendations presented in this article are based on general knowledge and Brightstar's internal experience, and are provided for reference purposes only. Actual results may vary depending on specific equipment, processes, material lots, and part design. For safety-critical applications, independent testing and validation are strongly recommended. Brightstar assumes no liability for any events or outcomes arising from reliance on the information provided herein.
Leveraging advanced CNC machining equipment and an experienced process engineering team, Brightstar provides professional CNC machining services and rapid prototyping solutions to our customers. We excel at efficiently translating complex designs into high-precision parts, and have earned customer trust through consistency and reliability in batch production projects."