Usinage de précision : prototypes de haute qualité avec une finition de surface d’excellence
01 Test sévère de la rugosité de surface Ra0.8 pour les prototypes haut de gamme
Dans l’industrie de l’usinage CNC de précision et du prototypage rapide, la finition de surface n’est jamais un détail esthétique indispensable, mais un indicateur central déterminant la texture du produit, la réputation de la marque et la compétitivité du marché. Notre partenaire de longue date en Allemagne, G, une marque profondément engagée dans le secteur du mobilier haut de gamme, recherche les détails ultimes des produits. Cette fois, le client allemand G a passé une commande personnalisée auprès de Brightstar Prototype CNC Co., Ltd pour 250 prototypes exclusifs de porte-clés métalliques, en imposant des exigences strictes et rigides pour la rugosité de surface : rugosité de surface Ra ≤ 0,8μm, tandis que notre résultat réel était Ra ≤ 0,2μm.
Cette norme est bien supérieure au niveau de finition de surface des pièces usinées conventionnelles. Pour le client allemand G, ce lot de porte-clés est l’accessoire principal de la gamme haut de gamme de la marque, ciblant les consommateurs soucieux de la qualité. Même des creux à l’échelle du micron ou de petites rayures semblables à de petits cheveux abîmeront la texture globale et saperont l’image haut de gamme que la marque construit depuis des années. Le client allemand G exige non seulement la conformité des bats, mais ne demande aucune déviation de finition de surface ni d’apparence de chaque produit fini. Il doit respecter la précision de l’assemblage et présenter la texture miroir unique des pièces de mobilier haut de gamme, ce qui pose des défis extrêmement élevés pour l’usinage, le meulage et les procédures de contrôle qualité, et constitue également une difficulté technique que la plupart des fabricants de prototypage rapide sur le marché ont du mal à atteindre de manière stable.


02 Analyses de l’industrie : Valeur fondamentale de la rugosité de surface dans la fabrication de précision et les données industrielles
La rugosité de surface (valeur Ra, c’est-à-dire la déviation arithmétique moyenne du profil) est un paramètre central pour mesurer la qualité des pièces usinées avec précision. Selon l’organisation internationale de normalisation ISO 4287:1997, la valeur Ra quantifie la différence moyenne de hauteur des micro-ondulations de surface par rapport à la ligne de base. Plus la valeur est basse, plus la surface est lisse, et la difficulté du processus augmente de façon exponentielle. Dans l’électronique grand public haut de gamme, les accessoires de luxe, l’aérospatiale, les dispositifs médicaux et d’autres domaines, le contrôle de finition de surface est depuis longtemps devenu un seuil d’accès industriel et la clé de la concurrence différenciée par les marques.
Selon les données du secteur issues de la Global Precision Machining Technology Review 2024, la demande de prototypes de qualité miroir avec Ra ≤ 0,2μm dans le secteur des biens de consommation haut de gamme a augmenté de 37 % en glissement annuel, et plus de 68 % des marques haut de gamme considèrent la rugosité de surface comme élément central pour la sélection des fournisseurs ; Ra0,8μm est une norme d’usinage haute précision, tandis que l’obtention d’une finition de surface ultra-précise avec Ra ≤ 0,2μm nécessite un équipement professionnel de meulage, des techniciens qualifiés et un système de contrôle qualité complet, et moins de 20 % des fabricants d’usinage de précision disposent de capacités de livraison stables.
En termes de valeur produit, la finition de surface ultime présente trois avantages fondamentaux : premièrement, améliorer la texture de l’apparence, une surface de qualité miroir peut mettre en valeur le positionnement haut de gamme des produits, en accord avec les exigences de qualité de marques comme le client allemand G ; deuxièmement, améliorer la durabilité, une surface lisse réduire l’adhérence des impuretés, l’usure et la corrosion, et prolonger la durée de service du produit ; Troisièmement, garantir la précision de l’assemblage, une finition de surface au niveau des microns avec des dimensions précises assure un assemblage serré des accessoires et améliore la stabilité globale du produit. C’est la raison principale pour laquelle le client allemand G choisit Brightstar comme partenaire : nous respectons toujours notre engagement qualité avec des standards ultra-élevés.

03 Solution : Usinage de précision contrôlé à procédé complet + procédé de meulage
En réponse aux exigences strictes du client allemand G, Brightstar Prototype CNC Co., Ltd a mis en place une équipe de procédé dédiée, abandonnant les modes de traitement étendus et adoptant une solution personnalisée : « usinage CNC de précision + meulage de précision à plusieurs étapes + inspection qualité complète ». De l’entreposage des matières premières à la livraison du produit fini, chaque maillon contrôle strictement la précision pour éliminer les défauts, et finit par obtenir des effets de finition de surface bien supérieurs aux attentes des clients. L’ensemble du processus équilibre l’efficacité de la livraison du prototypage rapide et la stabilité qualitative de l’usinage de précision, s’adaptant parfaitement aux scénarios personnalisés haut de gamme en petits lots.
Décomposition du flux de procédé de base :
1. Optimisation de l’ingénierie avant le projet : Établir un lien profond avec l’équipe client allemande G, démonter la structure, les propriétés des matériaux et les exigences de finition de surface des prototypes de porte-clés, optimiser les chemins de traitement, éviter les marques d’outils, la déformation des contraintes et autres problèmes, prédire à l’avance les difficultés de meulage et élaborer un plan de polissage en plusieurs étapes.
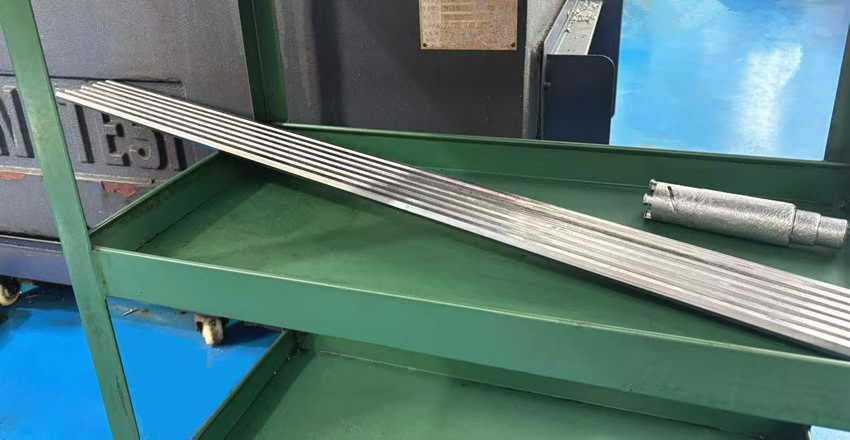
2. Usinage CNC haute précision : Adopter un centre d’usinage CNC à liaison 5 axes, sélectionner des outils ultra-précis, contrôler strictement les paramètres de coupe, réaliser un traitement proche du niveau net, réduire les marges de finition ultérieures, diminuer les risques de défauts de surface à la source, et garantir la précision dimensionnelle et la planéité de base des prototypes.
3. Rectification et polissage de précision gradués : Rompre avec le procédé conventionnel de meulage unique, adopter des procédés en trois étapes : meulage brut, meulage fin et polissage par miroir, remplacer progressivement les matériaux ultra-fins abrifs, et effectuer une opération fine manuelle par des techniciens qualifiés, en se concentrant sur les pièces difficiles à traiter telles que les coins et arcs pour éliminer les marques d’outils d’usinage et les micro-protubérances.
4. Inspection de métrologie haute précision : Adopter des profilomètres de contact importés pour détecter les valeurs de Ra à plusieurs points de chaque prototype, conformément strictement aux normes ISO 4287, complétés par une inspection manuelle complète avec loupe haute puissance, et des doubles vérifications pour éviter que les produits non qualifiés ne passent au procédé suivant.

04 Aperçu du cas : Analyse complète du projet prototype de porte-clés G d’un client allemand
Les prototypes de porte-clés fabriqués cette fois pour le client allemand G sont un projet de prototypage rapide typique en petits lots, haute précision et exigences d’apparence, qui repose sur le concept de qualité « ne jamais compromettre la qualité, passer d’abord notre propre inspection avant d’atteindre les clients », et qui est aussi une véritable représentation de notre « contrôle qualité obsessionnel ».
Paramètres fondamentaux du projet :
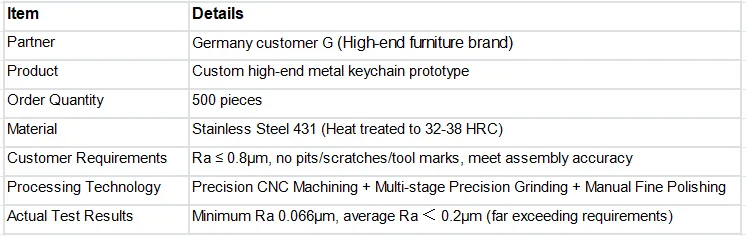
Lors de la promotion du projet, nous n’avons pas assoupli les standards en raison de la faible quantité de commandes. Après le traitement initial, l’équipe de contrôle qualité a strictement mis en œuvre une inspection complète à 100 %, a vérifié les défauts de surface un par un, et a constaté que 132 prototypes présentaient de minuscules creux et rayures. Même si ces défauts n’affectaient pas l’assemblage, nous avons tout de même entamé résolument le processus de retravail, re-usiné, meulé et inspecté toutes les pièces non qualifiées. Enfin, 118 produits qualifiés de première série ont été éliminés, et les 132 pièces retravaillées restantes ont toutes respecté les normes après un traitement re-affiné. Comme nous l’avons dit en interne : « Il n’y a aucun compromis sur la qualité, seulement les qualifiés et les non-qualifiés. Même s’il n’y a que des défauts à l’échelle micron, nous ne les laisserons jamais se réparer au client allemand G. »
Après plusieurs débogages répétés des paramètres de procédé et des opérations de broyage affinées, nous avons mené plusieurs groupes de tests d’échantillonnage sur les produits finis, et les données réelles de mesure ont largement dépassé l’exigence Ra0,8μm du client allemand G. Les données spécifiques sont les suivantes :

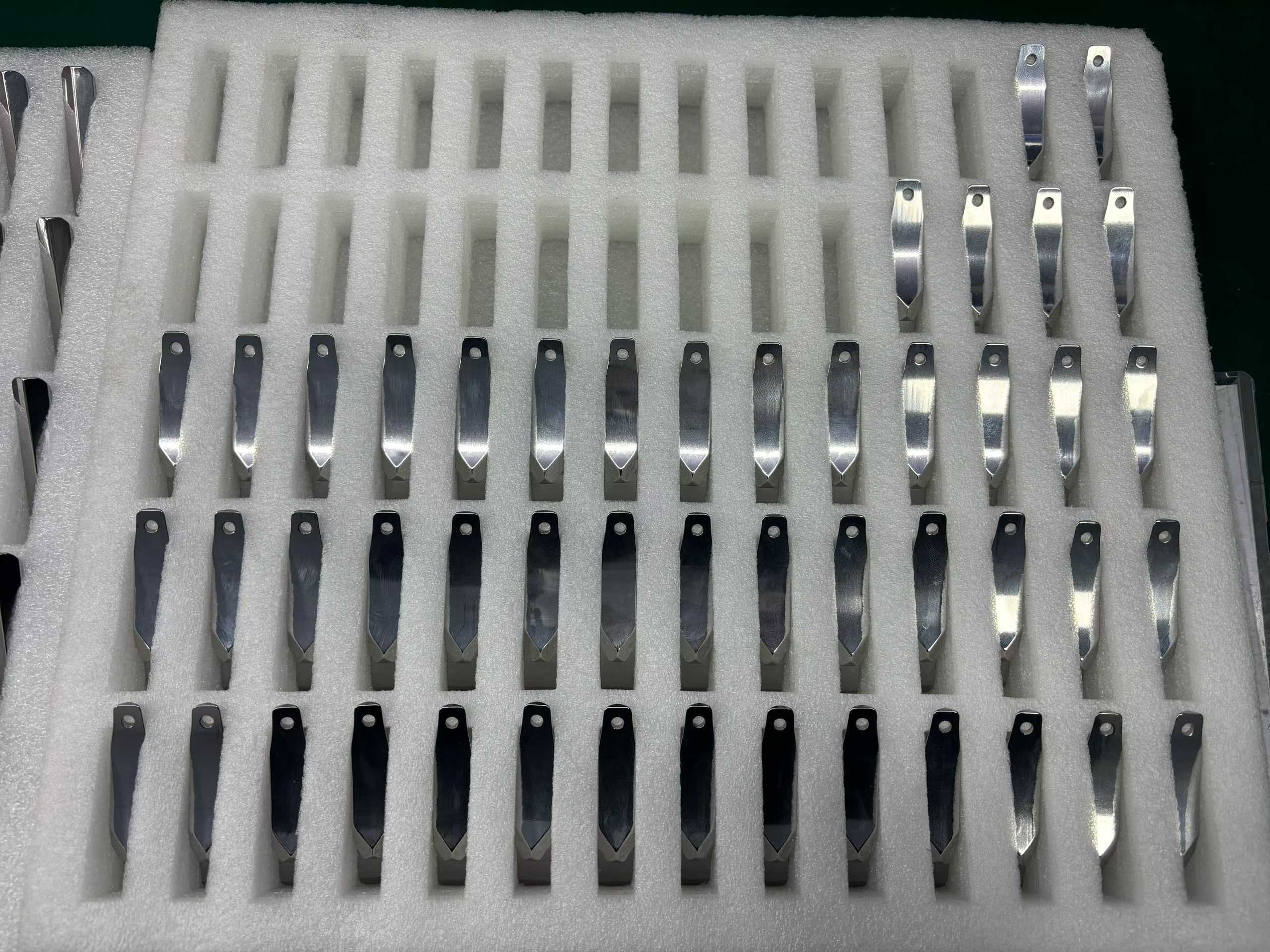
Les prototypes de porte-clés G pour clients allemands livrés en Allemagne ont une surface lisse comme un miroir, une texture délicate et haut de gamme, s’adaptant parfaitement au positionnement haut de gamme de la marque, assurant une double conformité « précision dimensionnelle + texture de surface », permettant à l’équipe client G allemande d’effectuer directement l’assemblage ultérieur sans retravail secondaire.


05 Contrôle de la qualité : Système de contrôle qualité « obsessionnel » zéro défaut
En tant que fabricant source spécialisé dans l’usinage CNC de précision et le prototypage rapide, Brightstar Prototype CNC Co., Ltd considère toujours le contrôle qualité comme sa compétitivité principale, a réussi la certification ISO9001:2015 du système de gestion de la qualité, et a construit un système de contrôle qualité « à procédé complet, couvrance complète, tolérance zéro » pour les prototypes de haute précision, ce qui nous assure également de répondre de manière stable aux besoins de clients haut de gamme comme le client allemand G.
Notre contrôle qualité ne consiste pas en une inspection d’échantillonnage de fin de ligne, mais s’étend sur tout le processus d’entreposage, de transformation, de broyage, d’inspection et d’emballage des matières premières : les matières premières sont inspectées pour détecter leur achatesse et leur aplatissement avant l’entreposage afin d’éviter que les matières premières inférieures n’affectent la finition de surface ; Des postes d’inspection sont fixés pour chaque processus du processus afin de corriger les paramètres et de vérifier les défauts en temps voulu ; L’étape du produit fini met en œuvre une double vérification de « détection d’instruments + réinspection manuelle », et ce n’est que lorsque la rugosité de surface, la précision dimensionnelle et les défauts d’apparence sont tous qualifiés que cela peut être considéré comme qualifié ; dans le lien d’emballage, un emballage spécial antichoc et antipoussière est adopté pour éviter les rayures et les bosses lors du transport, garantissant ainsi la livraison des produits finis au client allemand G en parfait état.
Ce contrôle qualité « obsessionnel » de « retravailler plutôt en temps et ne jamais compromettre la qualité » est non seulement responsable des clients, mais s’inscrit aussi dans la réputation du secteur. Pour des clients de haute qualité comme le client allemand G, nous mettons toujours en place des normes supérieures aux exigences des clients, afin que chaque prototype de précision livré par l’usine puisse devenir un article bonus pour les produits des clients.
Résultats de livraison 06 : Performance en finition miroir largement supérieure aux attentes
La réussite du projet de porte-clés client allemand G a permis d’obtenir des résultats gagnant-gagnant et de renforcer la confiance mutuelle entre les deux parties. En termes de qualité, nous avons amélioré la finition de surface Ra0,8μm requise par le client à un niveau de qualité miroir de Ra≤0,2μm, avec une valeur minimale mesurée de seulement 0,066μm, et la performance de finition de surface a largement dépassé les attentes du client, sans défauts d’apparence et avec une texture complète ; En termes de livraison, nous avons équilibré les besoins d’efficacité du prototypage rapide, achevé la livraison de 250 produits finis dans les délais sous un contrôle qualité strict, sans retard ni produits défectueux ; en matière de coopération, le client allemand G a fortement reconnu les résultats de traitement et, grâce à une qualité de surface ultime et une attitude de service rigoureuse, nous sommes devenus avec succès le fournisseur principal de prototypes usinés de précision pour le client allemand G.
Cette affaire prouve également pleinement que, dans le domaine de l’usinage de précision et du prototypage rapide, la véritable compétitivité principale n’est jamais la concurrence à bas prix, mais la force technique et la capacité de contrôle qualité. Brightstar s’attache toujours à la technologie comme cœur et à la qualité comme résultat financier, aidant des marques haut de gamme comme le client allemand G à créer des produits plus compétitifs.
07 FAQ de l’industrie : Réponses aux questions fondamentales sur l’usinage de finition de surface de précision
Q1 : Quel est l’écart entre la finition de surface Ra0.8 et Ra0.2 ? Quelles sont les différences dans les principaux scénarios d’application ?
R : Ra0,8μm est une norme industrielle de haute précision, principalement utilisée pour des accessoires de précision conventionnels ; Ra0,2μm est une norme de qualité miroir, avec une sensation délicate de la main et une réflexion uniforme, principalement utilisée dans les biens de consommation haut de gamme, les accessoires optiques, les dispositifs médicaux et d’autres situations exigeant de fortes exigences en matière d’apparence et de précision. Le Ra0,07μm que nous avons obtenu pour le client allemand G cette fois appartient à une qualité miroir ultra-précise, avec une texture bien meilleure que celle des produits conventionnels de haute qualité.
Q2 : Les pièces de prototypage rapide en petits lots peuvent-elles obtenir une finition de surface ultra-précise de manière stable ?
R : Oui. Brightstar se concentre sur le prototypage rapide et l’usinage de précision en petits lots, personnalisant les processus flexibles pour les commandes en petits lots. L’usinage CNC + le meulage de précision peuvent être réalisés sans ouverture de moule, et les commandes en petits lots comme les 250 pièces du client allemand G peuvent également respecter les normes, équilibrant efficacité et qualité.
Q3 : Quels sont les facteurs fondamentaux qui influencent la finition de surface ? Comment garantir la cohérence des lots ?
R : Les facteurs clés incluent la précision des équipements de traitement, le choix des outils, le procédé de meulage, le procédé de contrôle qualité, les caractéristiques des matériaux, etc. Nous garantissons la cohérence de la finition de surface et la taille des pièces par lots grâce à des paramètres de procédé standardisés, l’exploitation d’un technicien qualifié, une inspection complète complète et une mesure précise des instruments, éliminant ainsi les différences de lot.
Q4 : Comment votre entreprise gérera-t-elle les défauts lors du traitement ?
R : Nous appliquons le principe zéro défaut. Les petits défauts trouvés dans le projet client allemand G seront retravaillés et refaits sans exception, et nous ne rejetterons jamais les produits défectueux pour de bons résultats. Il n’y a pas de frais supplémentaires pour l’ensemble du processus de remise en état tant que les produits finis ne répondent pas pleinement aux exigences du client.
08 Nos engagements fondamentaux et invitation à la coopération
1. Ne jamais compromettre la qualité : Toutes les pièces d’usinage de précision et de prototypage rapide sont mises en œuvre en stricte conformité avec les normes clients, avec des données de mesure réelles traçables, et aucune livraison si les normes ne sont pas respectées ;
2. Soutien technique professionnel : Avec des années de cultivation approfondie en usinage de précision, nous disposons d’une équipe de techniciens qualifiés et d’équipements de traitement haut de gamme, capables d’atteindre un usinage ultra-précis à finition de surface de Ra0,05μm et plus ;
3. Livraison efficace et rapide : S’adapter aux besoins de prototypage rapide, répondre en urgence aux commandes en petits lots, contrôler strictement la période de construction et ne pas retarder l’avancement du lancement du produit client ;
4. Service attentif complet au processus : docking un à un des projets, optimisation précoce des processus, synchronisation des progrès à mi-terme, support après-vente tardif, coopération sans souci tout au long du processus.
Si vous, comme le client allemand G, avez des besoins en usinage CNC de précision, prototypage rapide, personnalisation de prototypes de petite taille, et des exigences particulièrement strictes en matière de rugosité de surface et de précision dimensionnelle, veuillez contacter Brightstar Prototype CNC Co., Ltd. Nous vous fournirons des solutions de processus gratuites et des devis précis, et utilisons une technologie de pointe et une qualité ultime pour aider vos produits à renforcer leur compétitivité et devenir votre partenaire de confiance en usinage de précision.
Références
1. ISO 4287:1997, Spécifications géométriques du produit (GPS) -- Texture de surface : méthode de profil -- Termes, définitions et paramètres de texture de surface
2. Revue mondiale de la technologie d’usinage de précision 2024, Analyse des tendances de la demande en finition de surface pour l’usinage de précision des biens grand public haut de gamme