Surface Treatment in CNC Machining: Anodizing Aluminum
Why Surface Finish Determines Part Success
In precision CNC machining, the journey from a raw aluminum billet to a finished component rarely ends at the machining center. While tight tolerances and complex geometries are essential, the surface treatment applied after machining often determines whether a part performs as intended in its final application—or fails prematurely.
Anodizing aluminum stands as one of the most critical surface finishing processes in modern manufacturing. From aerospace brackets to consumer electronics enclosures, anodized aluminum components are everywhere. Yet many engineers, procurement specialists, and product designers lack a comprehensive understanding of how this electrochemical process works, what variables affect outcomes, and how to specify it correctly.
At Brightstar Prototype CNC Co., Ltd, we've spent years perfecting the integration of CNC machining with high-quality anodizing services. This guide draws on industry standards, real-world case studies, and technical expertise to provide a complete picture of aluminum anodizing—from basic principles to advanced design considerations.

Table of Contents
What Is Anodizing Aluminum? — Understanding the Electrochemical Process
Why Anodize? — Key Benefits for CNC Machined Parts
Types of Anodizing — Type I, II, and III Explained
The Anodizing Process Step-by-Step — From Pre-Treatment to Sealing
Process Parameters and Their Impact — What Affects Coating Quality
Aluminum Alloy Compatibility — Which Materials Anodize Well
Design Considerations — Avoiding Common Pitfalls
Industry Applications — Where Anodized Parts Excel
Case Study: Solving Hard Anodizing Color Consistency Issues
Anodizing vs. Alternatives — How It Compares to Other Finishes
Frequently Asked Questions (FAQ)
Conclusion
What Is Anodizing Aluminum?
Anodizing is an electrochemical passivation process that converts the outer surface of aluminum into a durable, corrosion-resistant aluminum oxide layer. Unlike paint or powder coating—which sit on top of the substrate—an anodized coating becomes an integral part of the metal itself.
The term "anodizing" derives from the part's role in the electrical circuit: the aluminum component serves as the anode (positive electrode) in an electrolytic cell. When a direct current is applied, oxygen ions are drawn to the aluminum surface, reacting to form a controlled oxide layer.
Key Characteristics of Anodized Aluminum
Dimensional Change: The oxide layer grows both outward and inward from the original surface. Approximately 50% of the coating thickness penetrates the substrate, while 50% builds up on the surface. This means a 20-micron coating increases overall part dimensions by about 10 microns per surface.
Hardness: Anodized surfaces can achieve hardness up to Rockwell 70C (approximately 500-700 HV).
Porosity: The anodic layer contains microscopic pores that can absorb dyes or sealants.
Transparency: Uncolored anodic coatings are transparent, revealing the aluminum's natural metallic appearance.
Why Anodize? Key Benefits for CNC Machined Parts
Anodizing offers advantages that other surface finishing methods cannot match. Here's why it's specified across industries:
1. Superior Corrosion Resistance
The aluminum oxide layer formed during anodizing is chemically stable and protects the underlying metal from oxidation, salt spray, and harsh environments. This makes anodized parts ideal for marine, automotive, and outdoor applications.
2. Enhanced Surface Hardness and Wear Resistance
Anodized aluminum is significantly harder than untreated aluminum, offering excellent abrasion and scratch resistance. This property is particularly valuable for components subject to friction or frequent handling.
3. Color Stability and Aesthetic Versatility
Anodizing enables durable colors that won't chip or peel because the dye penetrates the porous oxide layer and becomes sealed within the coating. Available colors include clear, black, red, gold, blue, and custom shades.
4. Excellent Adhesion for Secondary Processes
The porous nature of an anodic coating provides an ideal surface for adhesives, lubricants, and primers.
5. Environmentally Friendly
Anodizing produces fewer harmful by-products compared to electroplating or painting. The process avoids volatile organic compounds (VOCs) and uses recyclable electrolytes.
6. Electrical Insulation
Hard-anodized aluminum acts as a dielectric insulator, offering electrical isolation where needed.
Types of Anodizing
Anodizing processes are classified by the U.S. military specification MIL-A-8625, which defines three primary types:
| Type | Process | Coating Thickness | Application |
|---|---|---|---|
| Type I | Chromic Acid Anodizing | 2-5 μm | Thin, ductile coating; aerospace and painted parts |
| Type II | Sulfuric Acid Anodizing | 5-25 μm | General-purpose corrosion and wear resistance; decorative applications |
| Type III | Hardcoat Anodizing | 25-75+ μm | Maximum wear and abrasion resistance; industrial and heavy-use parts |
Type I — Chromic Acid Anodizing
Originally developed as the Bengough-Stuart process, Type I produces thinner, softer, and more ductile coatings. While it offers self-healing properties and is used as a pretreatment for painting, its use has declined due to environmental regulations around chromic acid.
Type II — Sulfuric Acid Anodizing
The most common and cost-effective anodizing method. Type II provides excellent corrosion resistance, accepts dyes well, and produces clear, transparent coatings. It's widely used in consumer products, automotive trim, and general industrial applications.
Type III — Hardcoat Anodizing
Also known as "hard anodizing," Type III produces the thickest, densest, and hardest coatings. It's specified for components requiring exceptional wear resistance—such as gears, pistons, valves, and industrial machinery.
Reference: ASTM B580 and ISO 10074 provide additional specifications for hardcoat anodizing. MIL-A-8625 remains the most widely referenced standard.
The Anodizing Process Step-by-Step
A consistent, high-quality anodic coating depends on careful execution of each process stage.
Step 1: Surface Preparation (Pre-Treatment)
Anodizing does not hide surface imperfections—it reveals them. Proper pre-treatment is essential.
Cleaning: Parts are submerged in alkaline or acidic cleaners to remove machining oils, grease, and contaminants.
Etching or Brightening: Etching (alkali etch) produces a matte, satin finish by removing a thin layer of aluminum. Bright dipping (acid brightening) creates a highly reflective, glossy surface.
Desmutting: A nitric acid bath removes any residual alloying elements or oxide residues after etching.
Mechanical Pre-Treatment (Optional): Techniques like glass bead blasting or sandblasting create uniform surface texture and mask minor machining marks.
Step 2: Anodizing (Electrolysis)
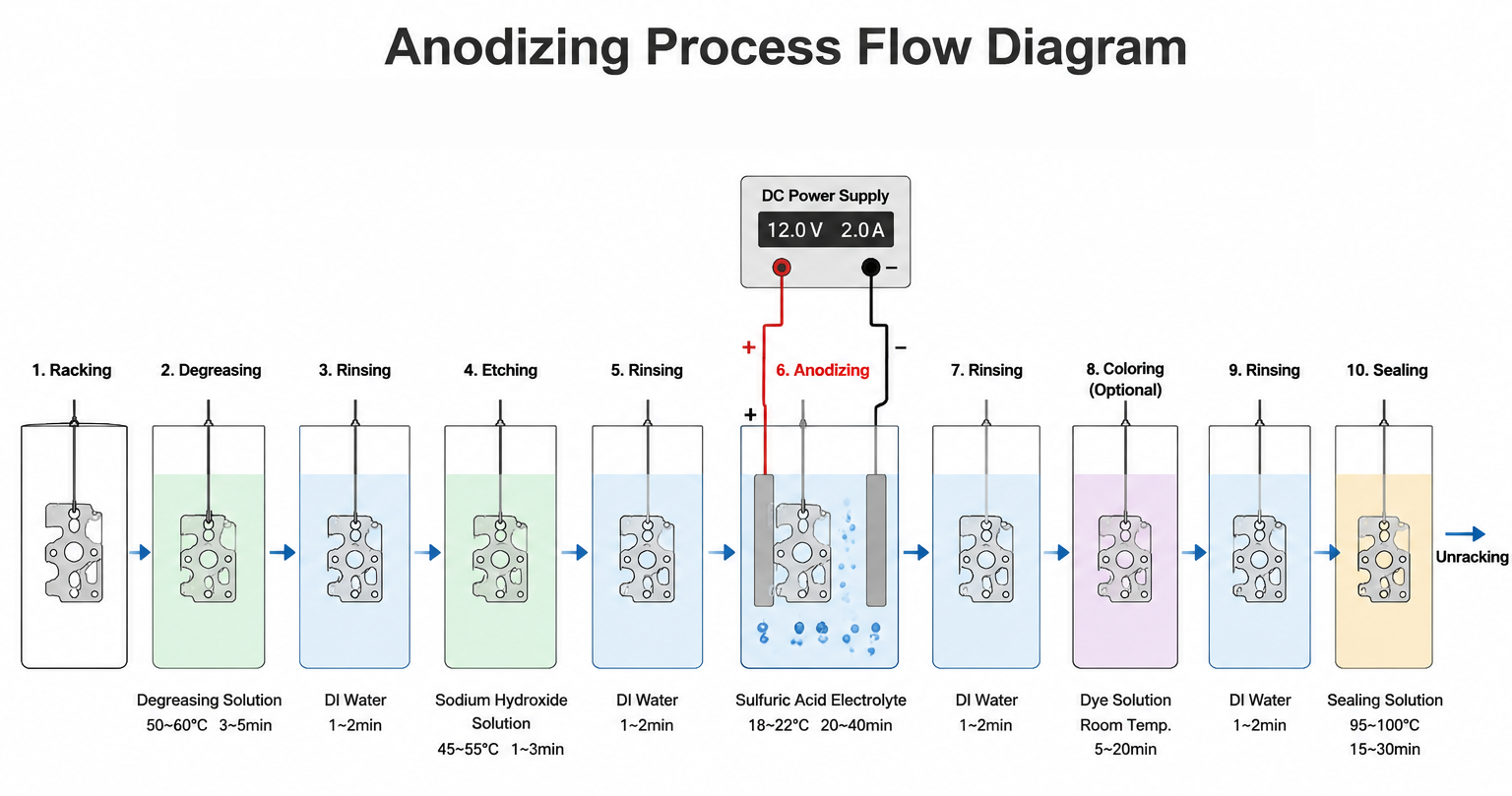
The part is suspended in an acidic electrolyte bath—typically 10-20% sulfuric acid—and connected to the positive terminal of a DC power supply. Key process parameters are controlled:
| Parameter | Typical Range (Type II) | Typical Range (Type III) |
|---|---|---|
| Temperature | 18-22°C | 0-5°C |
| Current Density | 12-15 A/ft² (1.2-1.5 A/dm²) | 20-40 A/ft² (2-4 A/dm²) |
| Voltage | 12-24 V | 20-80 V |
| Time | 10-60 minutes | 20-90 minutes |
| Electrolyte | 15-20% Sulfuric Acid | 10-15% Sulfuric Acid |
Reference: A study on anodizing 6063 aluminum alloy found that anodizing time and current density had the greatest positive effect on film thickness, while electrolyte concentration and temperature had smaller effects. The study determined optimal conditions for maximum film thickness: 4 A/dm² current density, 6 vol.% acid concentration, 19.5°C temperature, and 60 minutes of anodizing time.
Step 3: Coloring (Optional)
For colored finishes, the porous anodic coating is immersed in a dye solution. Organic dyes offer a wide color palette, while electrolytic coloring (two-step) produces bronze, black, and more UV-resistant tones.
Step 4: Sealing
Sealing closes the pores in the anodic coating, locking in dye and preventing contamination.
Hot DI Water Sealing: Submersion in near-boiling deionized water converts the oxide to hydrated boehmite, which expands to fill pores.
Mid-Temperature Sealing: Uses nickel acetate or other metal salts at 60-70°C, particularly suitable for dyed parts.
Cold Sealing: Nickel-fluoride formulations at room temperature; often followed by a hot water rinse to accelerate curing.
Aluminum Alloy Compatibility

Not all aluminum alloys anodize equally. The alloy's composition affects both appearance and coating quality.
| Alloy Series | Anodizing Quality | Typical Applications |
|---|---|---|
| 1xxx (Pure Al) | Excellent, clear finish | Decorative, electrical |
| 3xxx (Al-Mn) | Good | Sheet products, general fabrication |
| 5xxx (Al-Mg) | Good to excellent | Marine, automotive, chemical equipment |
| 6xxx (Al-Mg-Si) | Excellent | Most common for CNC parts (6061, 6063, 6082) |
| 7xxx (Al-Zn) | Good (risk of staining) | Aerospace, high-stress parts (7075) |
| 2xxx (Al-Cu) | Moderate | Aerospace, requires careful process control (2024) |
Best Practice: For consistent, high-quality anodized finishes, 6061-T6 and 5052-H32 are among the most reliable alloys. High-silicon or high-magnesium cast alloys may produce uneven finishes and should be avoided when possible.
Reference: BS 1615 provides guidance on alloy selection for anodizing. The Aluminum Association's "Designation System for Aluminum Finishes" (Publication #45) is another valuable resource.
Design Considerations for Anodized CNC Parts
1. Dimensional Tolerances
The anodic layer increases part dimensions by approximately 50% of the coating thickness per surface. For a 20-micron Type II coating, expect ~10 microns growth per surface. Critical fits—threads, bearing surfaces, press-fit holes—must account for this.
2. Surface Finish
Anodizing follows the substrate surface. Machining marks, scratches, and tool marks remain visible after treatment. To achieve a uniform appearance:
Specify glass bead blasting or sandblasting for a matte finish.
Specify bright dipping for a high-gloss finish.
3. Rack Marks
Parts must be suspended on racks during anodizing. Contact points (rack marks) will not be anodized and will remain visible. Design racking features or account for this in aesthetic areas.
4. Masking
Threads, sealing surfaces, and critical bores can be masked before anodizing to preserve dimensional integrity and electrical conductivity.
5. Edge Geometry
Sharp corners and edges tend to receive higher current density, resulting in uneven coating thickness or "burning." Adding radii or chamfers improves coating uniformity.
6. The 50/50 Rule
The anodic layer grows both into and out of the substrate. For a 0.001" coating, approximately 0.0005" penetrates inward and 0.0005" builds outward.
Industry Applications
Anodized aluminum components serve critical roles across sectors:
| Industry | Applications | Typical Alloys | Anodizing Type |
|---|---|---|---|
| Aerospace | Brackets, housings, fittings | 2024, 6061, 7075 | Type I, Type II, Type III |
| Automotive | Trim, brake components, housings | 5052, 6061, 6063 | Type II |
| Consumer Electronics | Enclosures, keyboard cases, heatsinks | 5052, 6061, 6063 | Type II, Type III |
| Medical Devices | Instrument housings, surgical tools | 6061, 7075 | Type II, Type III |
| Industrial Machinery | Gears, valves, pistons, guide rails | 6061, 6082 | Type III (Hardcoat) |
| Architectural | Curtain walls, window frames | 6063, 6061 | Type II (Class I/II) |
Case Study: Solving Hard Anodizing Color Consistency Issues
.png?imageMogr2/format/webp)
Last month, an electronics manufacturer approached us with an urgent requirement: 50 pieces of aluminum 6061-T5 heat sink requiring natural-color hard anodizing. The customer needed consistent appearance and delivery within two weeks.
The Problem
Initial sample parts revealed inconsistent color—some areas appeared light gray while others were dark gray. Analysis identified three root causes:
Current distribution issues: Parts on the fixture edges received over 25% higher current density than center-located parts.
Temperature fluctuations: Stagnant zones in the bath caused ±4°C variations.
Surface preparation inconsistencies: CNC machining left residual stresses and surface roughness variations (Ra 0.8-1.2 μm) affecting oxide formation.
The Solution
Step 1 — Fixture Redesign: Custom titanium fixtures with rotating clips were developed, ensuring 8mm equal spacing between all parts to normalize current distribution.
Step 2 — Process Optimization:
| Parameter | Before | After |
|---|---|---|
| Temperature | 20 ± 5°C | 18 ± 0.5°C |
| Current Density | 2.5 A/dm² | 2.2 A/dm² |
| Agitation | Manual | Automated (15 strokes/min) |
Step 3 — Pre-Treatment: Stress-relief annealing was added after CNC machining, followed by glass bead blasting to standardize surface finish.
The Result
The final parts achieved consistent color with anodizing layer thickness uniformity improved to ±1.5 μm. The client approved the samples and authorized full production of 1,000 pieces.
Key Insight: Color consistency in anodizing is highly dependent on process control—temperature stability, current density uniformity, and proper surface preparation are non-negotiable for high-quality results.
Anodizing vs. Alternatives: How It Compares
| Characteristic | Anodizing | Powder Coating | Electroplating | Paint |
|---|---|---|---|---|
| Bond Strength | Integral with substrate | Mechanical adhesion | Metallic bond | Mechanical adhesion |
| Wear Resistance | Excellent | Good | Good | Poor |
| Corrosion Resistance | Excellent | Excellent | Good | Moderate |
| Color Options | Wide range | Wide range | Limited | Unlimited |
| Dimensional Change | 50/50 growth/penetration | Adds thickness | Adds thickness | Adds thickness |
| UV Stability | Excellent (electrolytic colors) | Good | N/A | Moderate |
| Process Temperature | Ambient to 5°C (Type III) | 150-200°C | Ambient | Ambient |
| Environmental Impact | Low (recyclable electrolytes) | Moderate | High (heavy metals) | Moderate |
Key Difference: Anodizing is an integral coating—it becomes part of the metal—whereas alternatives are applied coatings that sit on the surface and are susceptible to chipping, peeling, and flaking.
Frequently Asked Questions (FAQ)
Q1: How does anodizing aluminum work?
Anodizing is an electrochemical process where the aluminum part is connected to the positive terminal of a DC circuit (anode) and submerged in an acidic electrolyte. Applying voltage causes oxygen ions to react with the aluminum surface, forming a controlled aluminum oxide layer.
Q2: What is the purpose of anodizing aluminum?
Anodizing improves corrosion resistance, increases surface hardness, enables durable coloring, provides electrical insulation, and enhances adhesion for lubricants or adhesives—all while being environmentally safer than many alternatives.
Q3: Does anodizing aluminum add thickness?
Yes. The oxide layer grows both inward and outward from the original surface. Approximately 50% of the coating thickness penetrates the substrate, while 50% builds up on the surface.
Q4: Does anodizing aluminum make it stronger?
Anodizing hardens the surface significantly (up to Rockwell 70C). While it doesn't increase bulk material strength, it substantially improves wear resistance and durability.
Q5: Is anodizing aluminum expensive?
Anodizing is generally cost-effective compared to alternatives, offering long-term value through reduced maintenance and extended part life. Costs depend on part size, quantity, complexity, and required coating type.
Q6: What is the difference between Type II and Type III anodizing?
Type II (sulfuric acid) produces a standard decorative and protective coating (5-25 μm). Type III (hardcoat) produces a thicker, denser, and harder coating (25-75+ μm) for high-wear applications.
Q7: What is the process of anodizing aluminum?
The process includes: 1) surface preparation (cleaning, etching, desmutting), 2) anodizing in an acid electrolyte with DC current, 3) optional dyeing, and 4) sealing the pores.
Q8: Does anodizing prevent galvanic corrosion?
Yes. Anodizing creates an insulating oxide layer that reduces galvanic coupling between dissimilar metals, provided the coating remains intact.
Q9: What are the commonly used specifications for anodizing?
MIL-A-8625 (Types I, II, III), ASTM B580, ISO 7599 (general specifications), ISO 10074 (hardcoat), and AMS 2470/2471/2472 are widely referenced.
Q10: Can all aluminum alloys be anodized?
Not all anodize equally. 6xxx series (6061, 6063) and 5xxx series (5052) provide the most consistent results. 2xxx and 7xxx series require more careful process control and may produce color variations.
Conclusion
Anodizing aluminum remains one of the most effective and versatile surface finishing processes available to manufacturers. For CNC machined components, it offers a unique combination of durability, corrosion resistance, aesthetic versatility, and environmental compatibility that few alternatives can match.
At Brightstar Prototype CNC Co., Ltd, we bring decades of experience in precision CNC machining and integrated anodizing services. Our engineers work with you from design review through final quality inspection to ensure your anodized parts meet your exact specifications—whether you need decorative Type II finishes or heavy-duty Type III hardcoat.
Ready to discuss your project? Contact our engineering team today for a design review and quote. Whether you're developing prototypes, low-volume production runs, or requiring complex geometries, we deliver quality you can trust.
📧 Email: ann@brightrapid.com
🌐 Website: www.brightrapid.com
Disclaimer
The information provided in this article is for general engineering and manufacturing reference purposes only. Actual achievable tolerances may vary depending on part geometry, material characteristics, machine condition, inspection requirements, and production environment. Project-specific recommendations should always be reviewed with qualified manufacturing engineers.