Comprendre la capacité d’usinage ±0,005 mm : ce que cela signifie vraiment dans le vrai Product ion CNC
Il y a quelques mois, un ingénieur d’une entreprise européenne d’équipements d’automatisation nous a envoyé une demande de propositions pour un composant complexe en aluminium.
À première vue, la pièce semblait assez standard. Le matériau était de l’aluminium 7075, la géométrie n’était pas particulièrement compliquée, et la quantité n’était que de 50 pièces pour une construction pilote.
Puis nous avons ouvert le dessin, et une note a immédiatement attiré notre attention : ±0,005 mm — sur plusieurs caractéristiques critiques dans toute la pièce.
Pas seulement sur un siège à roulement. Pas seulement sur une fonction de localisation. Sur tout un ensemble de fonctionnalités qui détermineraient la performance de l’assemblage.
L’hypothèse de l’ingénieur était compréhensible. Si des tolérances plus serrées sont meilleures, pourquoi ne pas spécifier ±0,005 mm sur tout ce qui compte ?
Cependant, c’est l’un des malentendus les plus courants que nous observons dans les projets d’usinage CNC.
La réalité est qu’atteindre ±0,005 mm est possible, mais que cela soit nécessaire, économique ou même bénéfique dépend entièrement de la fonction de la pièce.
Dans cet article, nous expliquerons ce que signifie réellement la capacité d’usinage de ±0,005 mm, où elle est réellement nécessaire, quels facteurs déterminent sa capacité à être réalisée de manière cohérente, et comment les ingénieurs peuvent éviter des coûts de fabrication inutiles tout en respectant les exigences de performance.
La différence entre « peut atteindre » et « peut maintenir »
L’une des plus grandes idées reçues dans l’usinage de précision est de confondre la capacité de la machine et la capacité de production.
De nombreux fournisseurs de CNC font la publicité suivante :
±0,01 mm — ±0,005 mm — même ±0,002 mm
Techniquement, ces chiffres peuvent être réalisables dans des conditions idéales.
Mais les ingénieurs achètent rarement une pièce parfaite.
Ils achètent : 20 prototypes — 200 pièces de production — 2 000 pièces en volume annuel.
La vraie question n’est pas : « Peut-on usiner une fonction à ±0,005 mm ? »
La vraie question est : « Pouvez-vous maintenir cette tolérance de manière cohérente à chaque partie ? »
C’est là que de nombreux projets deviennent difficiles.
Nous avons vu des situations où une machine pouvait produire un premier article parfait, mais une variation dimensionnelle est apparue progressivement au cours de la production en raison de l’usure de l’outil, de la croissance thermique, de la contrainte du matériau ou du mouvement du dispositif de montage.
Pour cette raison, les fabricants expérimentés se concentrent moins sur la précision maximale et davantage sur la stabilité du procédé.
En production, la cohérence est souvent plus précieuse que de chercher le plus petit nombre possible sur un dessin.
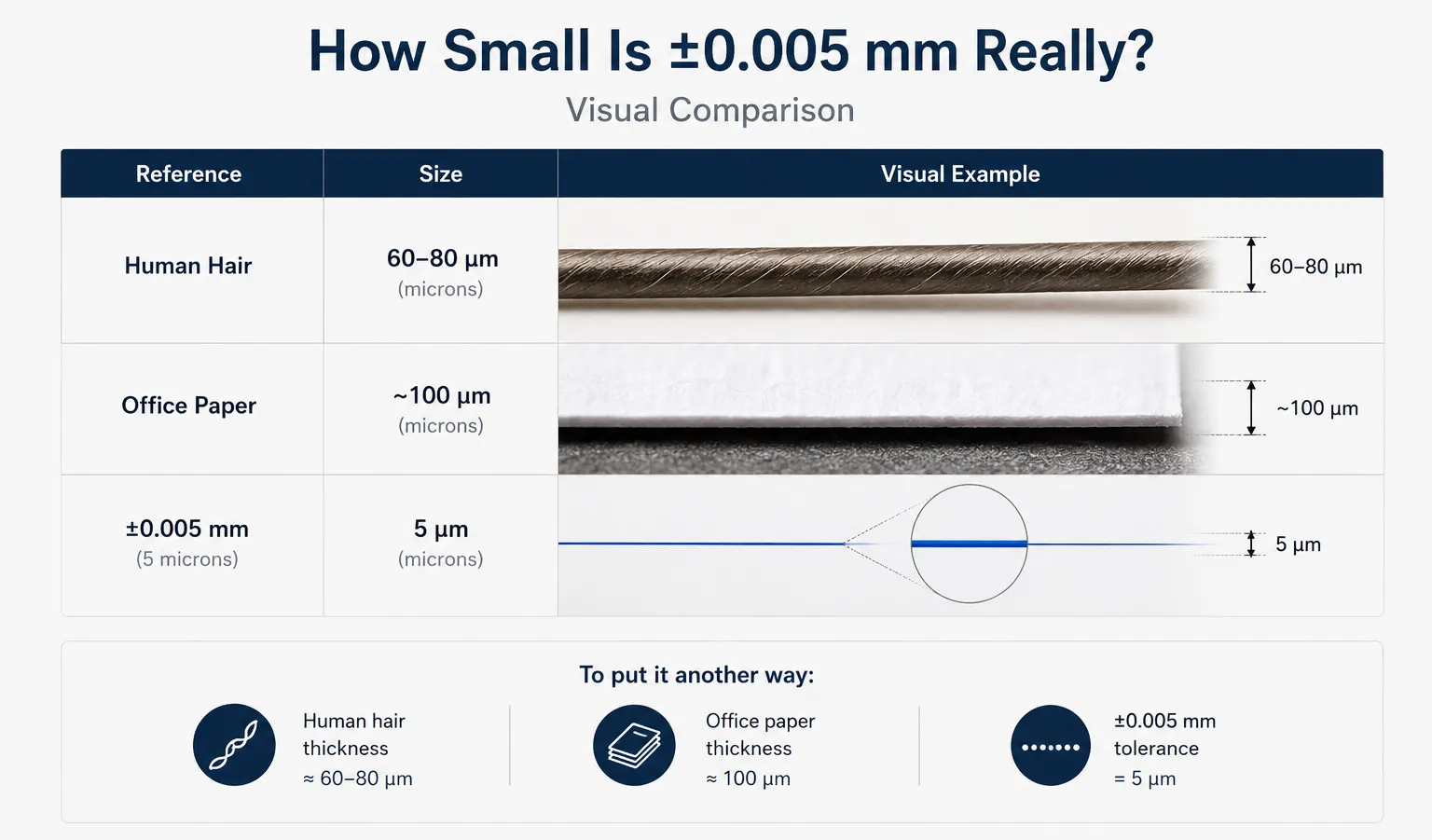
Quelle est la taille réelle de ±0,005 mm ?
La plupart des gens savent que ±0,005 mm est serré.
Très peu de gens visualisent réellement à quel point c’est serré.
Un cheveu humain mesure généralement environ 60 à 80 microns de diamètre. ±0,005 mm ne correspond qu’à 5 microns.
Cela signifie que la variation totale autorisée est d’environ 1/10 à 1/20 de l’épaisseur d’un cheveu humain.
| Référence | Taille approximative |
|---|---|
| Cheveux humains | 60-80 μm |
| Épaisseur du papier de bureau | 80-100 μm |
| ±0,005 mm Tolérance | 5 μm |
Une fois les tolérances atteignant ce niveau, l’usinage ne se limite plus à couper du matériau.
La température de la machine, l’état de la broche, la rigidité du dispositif de fixation, l’usure des outils, l’incertitude de la mesure, et même la température ambiante de l’atelier peuvent commencer à influencer le résultat.
C’est pourquoi l’usinage à tolérance serrée nécessite un système de fabrication complet plutôt qu’une simple machine CNC haut de gamme.
Quand ±0,005 mm est-il réellement nécessaire ?
D’après notre expérience, de nombreux dessins spécifient des tolérances ultra-strictes simplement parce qu’ils ont été copiés à partir d’anciens designs.
La tolérance semble impressionnante, mais elle n’a pas forcément d’impact sur la performance du produit.
Par exemple, une plaque de montage d’équipement bénéficie rarement d’une tolérance de profil de ±0,005 mm. Que la dimension soit de 50 000 mm ou de 50,015 mm ne change souvent rien.
En revanche, certaines fonctionnalités exigent vraiment ce niveau de contrôle.
Exemples typiques incluent :
Ajustements de roulements
Surfaces de localisation de précision
Composants d’alignement optique
Pièces d’équipement semi-conducteur
Fonctionnalités de positionnement des dispositifs médicaux
Assemblages robotiques de haute précision
Le principe clé est simple : Apply des tolérances strictes uniquement là où elles affectent la fonction.
Tout le reste doit être détendu autant que possible.
Un dessin bien optimisé réduit souvent les coûts d’usinage sans modifier la performance du produit.
Pourquoi des tolérances serrées augmentent le coût de l’usinage CNC
Une question que nous entendons fréquemment de la part des responsables achats est la suivante :
« Si votre machine peut atteindre ±0,005 mm, pourquoi le prix augmente-t-il autant par rapport à ±0,02 mm ? »
La réponse est simple : car le coût d’usinage n’est pas déterminé par la machine elle-même. Elle est déterminée par le processus nécessaire pour obtenir un résultat cohérent.
Imaginez deux composants en aluminium.
La partie A nécessite une tolérance de ±0,05 mm. La partie B nécessite ±0,005 mm.
À première vue, la différence semble n’être que de 0,045 mm.
En réalité, le processus de fabrication peut être complètement différent.
Pour un composant à tolérance standard, un machiniste peut réaliser la caractéristique en une seule opération de finition.
Pour une caractéristique de ±0,005 mm, le procédé implique souvent :
Opérations supplémentaires de semi-finition
Réduction des paramètres de coupe
Rémunération des outils plus fréquente
Mesures supplémentaires en cours de processus
Exigences d’inspection plus élevées
Risque accru de ferraille
Plus la tolérance est serrée, plus la marge d’erreur est faible.
Une dimension surdimensionnée de 0,006 mm peut être parfaitement acceptable sur un dessin et complètement rejetée sur un autre.
C’est pourquoi les ingénieurs devraient considérer la tolérance comme un outil de conception plutôt que comme un indicateur de qualité.
Une tolérance plus stricte ne crée pas automatiquement un meilleur produit. Cela crée simplement une exigence de fabrication plus stricte.
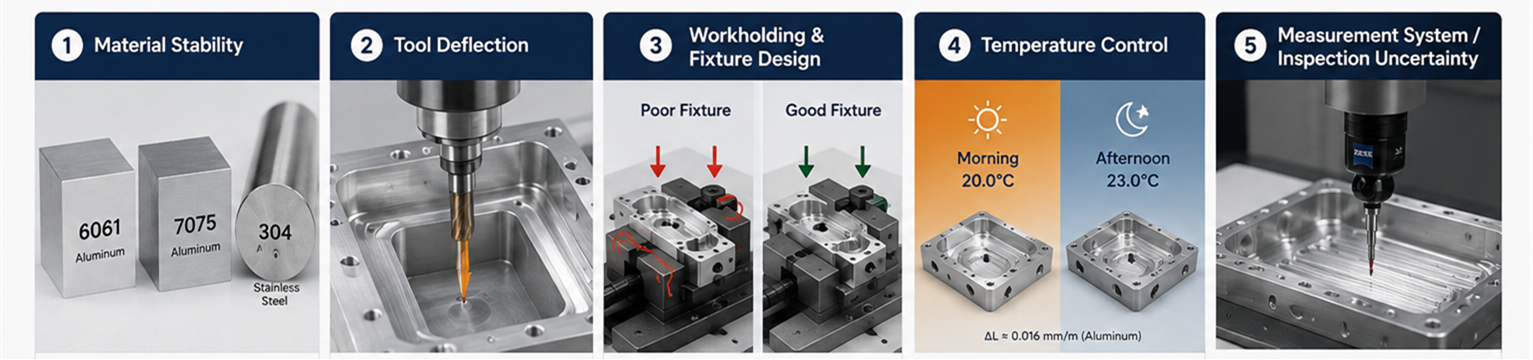
Les cinq facteurs qui influencent le plus couramment l’usinage CNC de précision
Beaucoup de gens pensent que l’usinage de précision dépend uniquement de la machine CNC.
En réalité, la machine n’est qu’une pièce du puzzle.
1. Stabilité des matériaux
Tous les matériaux ne se comportent pas de la même façon lors de l’usinage.
Par exemple, l’aluminium 6061 est généralement très stable et facile à usiner. L’aluminium 7075 offre une résistance supérieure mais peut générer plus de contraintes internes, notamment sur les gros composants aérospatiaux présentant un détachement important des matériaux.
L’acier inoxydable présente différents défis. La production de chaleur, le durcissement au travail et la résistance à la coupe augmentent tous par rapport à l’aluminium.
C’est pourquoi la même tolérance peut être facile à atteindre sur un matériau et beaucoup plus difficile sur un autre.
2. Déviation de l’outil
L’un des plus grands défis du fraisage CNC de précision est la déformation des outils.
Considérez une poche profonde usinée dans un boîtier en aluminium. Plus la cavité s’enfonce, plus le coupeur doit s’étendre longtemps depuis la broche.
Même si la précision du positionnement de la machine est parfaite, l’outil de coupe lui-même peut se plier légèrement sous la force de coupe.
Sur les caractéristiques peu profondes, cet effet est négligeable. Sur les cavités profondes, il peut facilement influencer la précision dimensionnelle et la finition de surface.
C’est une des raisons pour lesquelles les ingénieurs CNC expérimentés repensent souvent les trajets d’outils plutôt que de simplement ralentir la machine.
3. Maintien des travaux et conception des équipements
Dans de nombreux projets, le dispositif détermine le succès plus que la machine.
Nous avons déjà usiné un composant structurel léger en aluminium avec plus de 80 % de retrait de matériau.
La stratégie initiale d’usinage semblait correcte. Les dimensions étaient acceptables après l’ébauchement.
Cependant, après la finition, la pièce se déplaçait systématiquement en dehors de la tolérance.
La cause profonde n’était pas la machine. Le problème était le stress induit par les installations.
Après avoir redessiné le dispositif et modifié la séquence d’usinage, la stabilité dimensionnelle s’est nettement améliorée.
Cette expérience a renforcé une leçon que tout ingénieur en usinage apprend finalement : une machine de précision ne peut pas compenser une mauvaise tenue de travail.
4. Contrôle de la température
À des tolérances serrées, la température devient étonnamment importante.
Le métal se dilate et se contracte avec les variations de température. Un gros composant en aluminium usiné le matin peut ne pas se comporter exactement de la même manière qu’un composé mesuré en fin d’après-midi.
Pour les projets ultra-précis, les fabricants sont souvent :
Stabiliser la température de l’atelier
All laisser reposer les pièces avant inspection
Environnements de mesure de contrôle
Utilisez des équipements d’inspection calibrés
Ces étapes peuvent sembler excessives, mais elles deviennent essentielles lorsque les tolérances atteignent la plage des microns.
5. Incertitude du système de mesure et de l’inspection
À ±0,005 mm, la méthode d’inspection elle-même devient critique.
Un CMM avec une incertitude de ±0,002 mm consomme déjà près de la moitié de la bande de tolérance. Sans environnement contrôlé, équipements calibrés et GR&R éprouvé, vous ne vérifiez pas la tolérance — vous l’estimez.
C’est pourquoi, pour les travaux à tolérance stricte, l’inspection doit être considérée comme faisant partie du processus de fabrication, et non comme une réflexion secondaire.
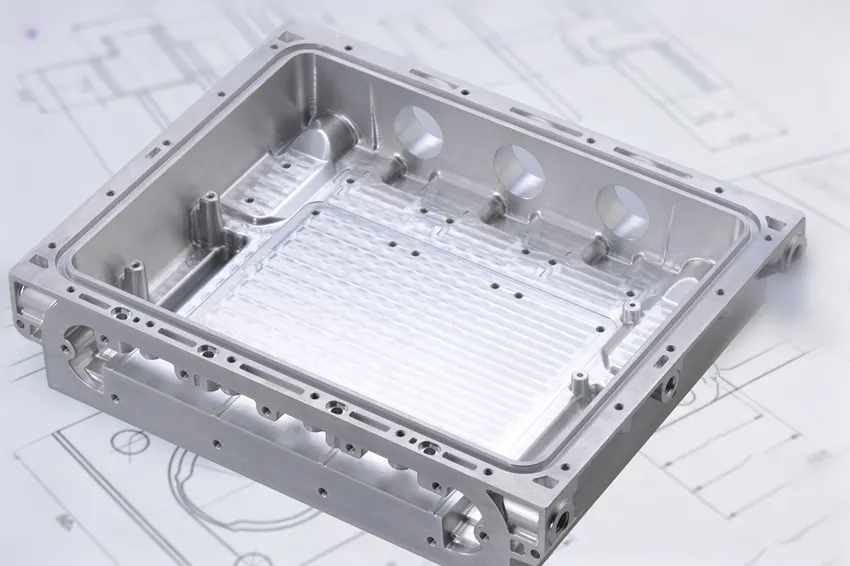
Un exemple réel : atteindre ±0,005 mm sur un composant en aluminium complexe
Il y a quelque temps, nous avons travaillé sur une base d’enceinte en aluminium pour des équipements d’automatisation.
Il possédait de multiples fonctions de localisation, de profondes poches usinées et des relations positionnelles étroites entre les caractéristiques. Plusieurs dimensions critiques ont été indiquées à ±0,005 mm.
À première vue, on pourrait penser que le défi résidait dans le maintien de ce nombre sur une seule fonctionnalité. Mais dans la vraie production, ce n’est que rarement la partie la plus difficile.
Le véritable défi était le suivant : la pièce nécessitait plusieurs opérations d’usinage avec la récupération. Chaque fois que vous repositionnez la pièce, vous risquez de perdre la relation positionnelle entre les caractéristiques. Sur une pièce avec des exigences de position de ±0,005 mm entre les poches profondes et les surfaces de localisation, ce risque s’accumule rapidement.
C’est ce que signifie réellement ±0,005 mm en production — non seulement si une machine peut atteindre un chiffre, mais aussi si le procédé peut survivre à plusieurs configurations, au soulagement des contraintes, à l’usure des outils et aux changements thermiques.
Voici ce que nous avons fait pour que cela fonctionne :
Au lieu d’aller directement à la fin, nous avons ajouté un passage semi-fini. Cela permettait au matériau de se détendre avant le montage final.
Nous avons aussi fabriqué des mâchoires souples dédiées pour que chaque pièce soit serrée exactement de la même manière — sans aucune incertitude de l’opérateur.
Nous avons équilibré le retrait des matériaux pendant l’ébauche en alternant les coupes et en évitant un retrait important d’un seul côté, ce qui empêchait la déformation lors de la libération des contraintes internes.
Et nous avons utilisé la CMM pour vérifier non seulement les dimensions individuelles, mais aussi les relations de position entre les opérations — avec une attention particulière à l’incertitude de mesure et au contrôle environnemental.
La première fournée a réussi. Plus important encore, lorsque le volume a augmenté par la suite, le processus est resté stable — sans surprise.
Et c’est, pour moi, ce que signifie vraiment comprendre la capacité ±0,005 mm :
Ce n’est pas une question de savoir si tu peux faire un bon rôle. Il s’agit de savoir si vous pouvez atteindre les cent prochains de la même façon, sans lutter contre le processus à chaque fois.

Comment les acheteurs devraient évaluer les affirmations de tolérance CNC
De nombreux fournisseurs de CNC affichent des chiffres de tolérance impressionnants.
Avant de prendre une décision sur le fournisseur, pensez à poser la question suivante :
Quelles dimensions peuvent réellement atteindre ±0,005 mm ?
La capacité de tolérance est-elle vérifiée par l’inspection du CMM ?
La tolérance est-elle atteignable en production ou seulement en quantités prototypes ?
Quels matériaux sont inclus dans cette affirmation de capacité ?
Le fournisseur peut-il fournir des rapports d’inspection ?
Ces questions révèlent généralement plus sur la capacité réelle d’un fournisseur que la revendication de tolérance elle-même.
Un fournisseur qui discute ouvertement des limites du processus est souvent plus fiable qu’un promettant une précision au niveau micron pour chaque projet.
Le fraisage CNC de précision concerne le contrôle des procédés
Le point le plus important à retenir est le suivant :
L’usinage de précision ne consiste pas à une seule machine. Il s’agit de contrôler l’ensemble d’un processus de fabrication.
La capacité de la machine compte. Le choix des outils compte. La conception des luminaires compte. L’inspection compte. L’expérience en ingénierie compte.
Lorsque tous ces éléments fonctionnent ensemble, atteindre des tolérances serrées devient répétable plutôt que accidentel.
Pour des industries telles que les dispositifs médicaux, la robotique, les équipements semi-conducteurs, les composants aérospatiaux et les systèmes d’automatisation, cette cohérence détermine en fin de compte la qualité du produit et le succès de la production.
Besoin d’aide pour évaluer des exigences de tolérance strictes ?
De nombreux dessins spécifient des tolérances extrêmement strictes simplement parce qu’ils ont été copiés à partir de projets ou de normes internes antérieures.
Dans certains cas, assouplir une tolérance non critique peut réduire le coût d’usinage de 20 % à 40 % sans affecter la performance du produit.
Chez Brightstar Prototype CNC Co., Ltd., notre équipe d’ingénierie examine régulièrement les plans des clients afin d’identifier :
Dimensions critiques
Risques de fabrication
Opportunités de réduction des coûts
Possibilités d’optimisation des tolérances
Que vous ayez besoin d’un fraisage CNC de précision, d’un usinage CNC 5 axes ou d’une fabrication complexe de composants en aluminium, nous pouvons vous aider à évaluer votre conception avant le début de la production.
Téléchargez vos dessins dès aujourd’hui pour une revue gratuite de fabrication et un devis.
FAQ
L’usinage CNC peut-il vraiment atteindre ±0,005 mm ?
Oui. Cependant, la capacité à atteindre cette tolérance de manière constante dépend du matériau, de la géométrie, de la capacité de la machine, de la fixation et des méthodes d’inspection.
Chaque dimension a-t-elle besoin de ±0,005 mm ?
Non. Des tolérances strictes ne doivent être appliquées qu’aux fonctionnalités qui affectent directement la fonction, l’assemblage ou la performance du produit.
Quels matériaux sont les meilleurs pour l’usinage CNC de haute précision ?
L’aluminium 6061, l’aluminium 7075, certains aciers inoxydables et des plastiques techniques tels que le PEEK sont couramment utilisés pour des applications d’usinage de précision.
Est-ce que ±0,005 mm est atteignable en usinage CNC 5 axes ?
Oui. Dans de nombreuses pièces complexes, l’usinage CNC 5 axes peut en réalité améliorer la précision dimensionnelle en réduisant les configurations et en minimisant les erreurs cumulatives.
Comment puis-je déterminer si mon dessin est trop toléré ?
Une revue de fabricabilité réalisée par un fournisseur expérimenté en usinage CNC peut aider à identifier des dimensions qui peuvent être assouplies sans affecter la performance du produit.
Avertissement
Les informations fournies dans cet article sont uniquement à des fins générales de référence en ingénierie et en fabrication. Les tolérances réelles atteignables peuvent varier en fonction de la géométrie des pièces, des caractéristiques des matériaux, de l’état de la machine, des exigences d’inspection et de l’environnement de production. Les recommandations spécifiques au projet doivent toujours être examinées par des ingénieurs en fabrication qualifiés.